《《數(shù)控機(jī)床自動(dòng)化》PPT課件》由會(huì)員分享��,可在線閱讀���,更多相關(guān)《《數(shù)控機(jī)床自動(dòng)化》PPT課件(51頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
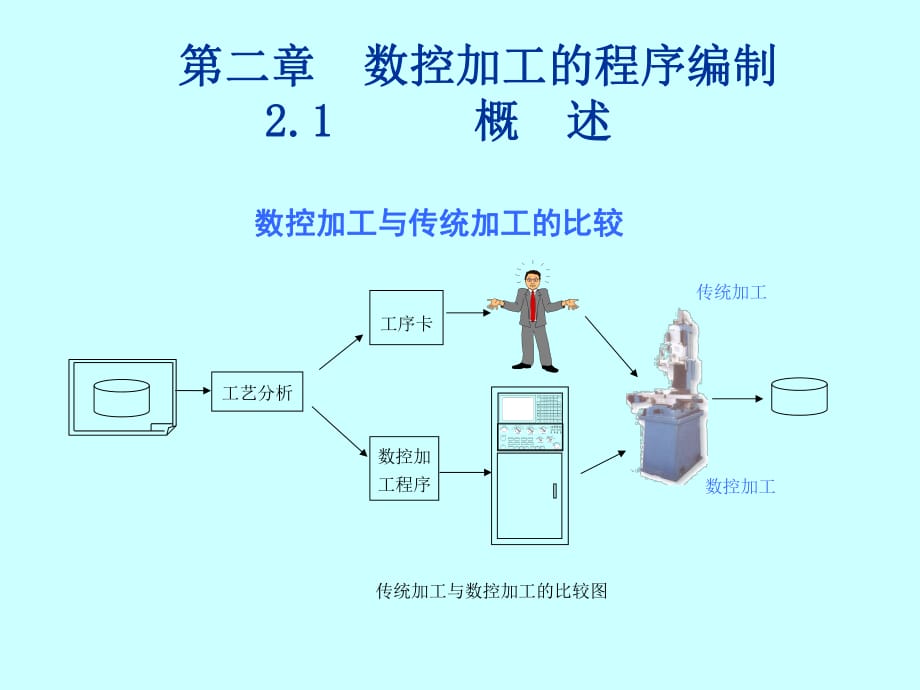
1����、 數(shù) 控 加 工 與 傳 統(tǒng) 加 工 的 比 較工 藝 分 析 數(shù) 控 加工 程 序工 序 卡 B A C KS P A C EC T RLIN SC RT A B A L T0S H IF T ZE N D WH OM E TP g Dn OP g Up J R S T E65“ 4 32? 1 98: 7 YX VU SRP Q NMK L IHF G DCA BE S C1 4 彩 色顯 示 器空 運(yùn) 行 Z 軸 鎖 定 MST 鎖 定任 選 程 序 段 機(jī) 床 鎖 定 快 進(jìn)+JOG -JOG 主 軸 正 轉(zhuǎn) 主 軸 停 主 軸 反 轉(zhuǎn)急 停超 程 解 除 循 環(huán) 驅(qū) 動(dòng) 進(jìn) 給 保
2�����、持 冷 卻 液 開 關(guān) 刀 松 /刀 緊 主 軸 修 調(diào) 16010進(jìn) 給 修 調(diào) 16050403020100電 源關(guān) 開1 自 動(dòng) 方 式 選 擇 回 零手 搖點(diǎn) 動(dòng)步 進(jìn)單 段 驅(qū) 動(dòng) 器NC機(jī) 床 電 源X Y Z A主 軸超 程 報(bào) 警 手 搖 脈 沖 發(fā) 生 器2010 0 90增 量 倍 率 100010 1001坐 標(biāo) 軸 選 擇 Z YX 傳 統(tǒng) 加 工數(shù) 控 加 工 傳 統(tǒng) 加 工 與 數(shù) 控 加 工 的 比 較 圖 第 二 章 數(shù) 控 加 工 的 程 序 編 制2.1 概 述 編 程 的 內(nèi) 容 和 步 驟 計(jì) 算 運(yùn) 動(dòng) 軌 跡 根 據(jù) 零 件 圖 紙 上 尺 寸 及
3�、工 藝 線路 的 要 求 , 在 選 定 的 坐 標(biāo) 系 內(nèi)計(jì) 算 零 件 輪 廓 和 刀 具 運(yùn) 動(dòng) 軌 跡的 坐 標(biāo) 值 ���, 并 且 按 NC機(jī) 床 的 規(guī)定 編 程 單 位 ( 脈 沖 當(dāng) 量 ) 換 算為 相 應(yīng) 的 數(shù) 字 量 ����, 以 這 些 坐 標(biāo)值 作 為 編 程 尺 寸 �。 q 編 制 程 序 及 初 步 校 驗(yàn) 根 據(jù) 制 定 的 加 工 路 線 、 切 削 用 量 ��、刀 具 號(hào) 碼 �����、 刀 具 補(bǔ) 償 ����、 輔 助 動(dòng) 作 及刀 具 運(yùn) 動(dòng) 軌 跡 �, 按 照 數(shù) 控 系 統(tǒng) 規(guī) 定指 令 代 碼 及 程 序 格 式 ��, 編 寫 零 件 加工 程 序 �����, 并 進(jìn) 行 校 核
4�����、�����、 檢 查 上 述 兩個(gè) 步 驟 的 錯(cuò) 誤 �����。 制 備 控 制 介 質(zhì) 將 程 序 單 上 的 內(nèi) 容 �, 經(jīng) 轉(zhuǎn) 換 記 錄在 控 制 介 質(zhì) 上 , 作 為 數(shù) 控 系 統(tǒng) 的輸 入 信 息 ���, 若 程 序 較 簡(jiǎn) 單 ����, 也 可直 接 通 過(guò) 鍵 盤 輸 入 。 程 序 的 校 驗(yàn) 和 試 切所 制 備 的 控 制 介 質(zhì) ����, 必 須 經(jīng) 過(guò)進(jìn) 一 步 的 校 驗(yàn) 和 試 切 削 �, 證明 是 正 確 無(wú) 誤 , 才 能 用 于 正式 加 工 ����。 如 有 錯(cuò) 誤 , 應(yīng) 分 析錯(cuò) 誤 產(chǎn) 生 的 原 因 ��, 進(jìn) 行 相 應(yīng)的 修 改 ��。 常 用 的 校 驗(yàn) 和 試 切 方 法 :q 對(duì)
5����、 于 平 面 輪 廓 零 件 可 在 機(jī) 床 上 用 筆 代 替 刀 具 、 坐 標(biāo) 紙 代 替 工 件 進(jìn) 行 空運(yùn) 轉(zhuǎn) 空 運(yùn) 行 繪 圖 �。q 對(duì) 于 空 間 曲 面 零 件 , 可 用 蠟 塊 ����、 塑 料 或 木 料 或 價(jià) 格 低 的 材 料 作 工 件 ,進(jìn) 行 試 切 �����, 以 此 檢 查 程 序 的 正 確 性 。 q 在 具 有 圖 形 顯 示 功 能 的 機(jī) 床 上 ���, 用 靜 態(tài) 顯 示 ( 機(jī) 床 不 動(dòng) ) 或 動(dòng)態(tài) 顯 示 ( 模 擬 工 件 的 加 工 過(guò) 程 ) 的 方 法 ��, 則 更 為 方 便 ��。q 上 述 方 法 只 能 檢 查 運(yùn) 動(dòng) 軌 跡 的 正 確
6���、性 , 不 能 判 別 工 件 的 加 工 誤差 首 件 試 切 (在 允 許 的 條 件 下 )方 法 不 僅 可 查 出 程 序 單 和 控 制 介 質(zhì)是 否 有 錯(cuò) �����, 還 可 知 道 加 工 精 度 是 否 符 合 要 求 ����。 當(dāng) 發(fā) 現(xiàn) 錯(cuò) 誤 時(shí) , 應(yīng) 分 析 錯(cuò) 誤 的 性 質(zhì) ��, 或 修 改 程 序 單 ��, 或 調(diào)整 刀 具 補(bǔ) 償 尺 寸 ����, 直 到 符 合 圖 紙 規(guī) 定 的 精 度 要 求 為 止 ��。 程 序 編 制 分 為 : 手 工 編 程 和 自 動(dòng) 編 程 兩 種 ��。 1.手 動(dòng) 編 程 : 整 個(gè) 編 程 過(guò) 程 由 人 工 完 成 。 對(duì) 編 程 人 員 的
7����、 要求 高 ( 不 僅 要 熟 悉 數(shù) 控 代 碼 和 編 程 規(guī) 則 , 而 且 還 必 須 具備 機(jī) 械 加 工 工 藝 知 識(shí) 和 數(shù) 值 計(jì) 算 能 力 ) 2.自 動(dòng) 編 程 : 編 程 人 員 只 要 根 據(jù) 零 件 圖 紙 的 要 求 �����, 按 照 某個(gè) 自 動(dòng) 編 程 系 統(tǒng) 的 規(guī) 定 ���, 將 零 件 的 加 工 信 息 用 較 簡(jiǎn) 便的 方 式 送 入 計(jì) 算 機(jī) �����, 由 計(jì) 算 機(jī) 自 動(dòng) 進(jìn) 行 程 序 的 編 制 ����, 編程 系 統(tǒng) 能 自 動(dòng) 打 印 出 程 序 單 和 制 備 控 制 介 質(zhì) �����。 2.1.2 數(shù) 控 機(jī) 床 的 編 程 方 法 q 手 工 編 程 適
8、用 于 : 幾 何 形 狀 不 太 復(fù) 雜 的 零 件 ����。q 自 動(dòng) 編 程 適 用 于 : 形 狀 復(fù) 雜 的 零 件 , 雖 不 復(fù) 雜 但 編 程 工 作 量 很 大 的 零 件 ( 如 有 數(shù) 千 個(gè) 孔 的 零 件 ) 雖 不 復(fù) 雜 但 計(jì) 算 工 作 量 大 的 零 件 ( 如 輪 廓 加 工 時(shí) ����, 非 圓 曲 線 的 計(jì) 算 ) q據(jù) 國(guó) 外 統(tǒng) 計(jì) :用 手 工 編 程 時(shí) , 一 個(gè) 零 件 的 編 程 時(shí) 間 與 機(jī) 床實(shí) 際 加 工 時(shí) 間 之 比 ��, 平 均 約 為 30: 1���。數(shù) 控 機(jī) 床 不 能 開 動(dòng) 的 原 因 中 ����, 有 2030%是由 于 加 工 程
9����、序 不 能 及 時(shí) 編 制 出 造 成 的 編 程 自 動(dòng) 化 是 當(dāng) 今 的 趨 勢(shì) ! 2.2 數(shù) 控 編 程 的 基 礎(chǔ)數(shù) 控 編 程 的 標(biāo) 準(zhǔn) 國(guó) 際 上 通 用 的 數(shù) 控 編 程 的 標(biāo) 準(zhǔn) 有 2種 :ISO國(guó) 際 標(biāo) 準(zhǔn) 化 組 織 標(biāo) 準(zhǔn)EIA美 國(guó) 電 子 工 業(yè) 協(xié) 會(huì) 標(biāo) 準(zhǔn) 我 國(guó) 正 式 批 準(zhǔn) 的 數(shù) 控 標(biāo) 準(zhǔn) 是 JB320883 數(shù) 字 控 制 機(jī) 床穿 孔 帶 程 序 段 格 式 中 的 準(zhǔn) 備 功 能 G和 輔 助 功 能 M的 代 碼 等 ����。 由 于 各 類 機(jī) 床 使 用 的 代 碼 ��、 指 令 �, 其 含 義 不一 定 完 全 相 同 �, 因 此
10、 編 程 人 員 還 必 須 按 照 各 自 數(shù)控 機(jī) 床 使 用 手 冊(cè) 的 具 體 規(guī) 定 來(lái) 編 制 程 序 ���。注 意 : 2.2.1 程 序 結(jié) 構(gòu) 與 格 式看 一 數(shù) 控 鉆 孔 加 工N001 G91 G00 X50 Y40 M03 S700;N002 Z-33;N003 G01 Z-46 F100;加 工 A孔N004 G00 Z46;刀 具 返 回 到 距 工 件 2mm的 位 置N005 X50 Y30;刀 具 到 達(dá) B孔 上 方 2mm的 位 置N006 G01 Z-22;加 工 B孔N007 G04 F2;延 時(shí) 2secN008 G00 Z57;返 回 到 距 工
11�����、件 35mm處N009 X-100 Y-70;刀 具 回 到 零 點(diǎn)N010 M02;程 序 結(jié) 束 2.2.2 功 能 字1) 準(zhǔn) 備 功 能 字 ( G功 能 字 、 G指 令 ���、 G代 碼 ) 用 來(lái) 規(guī) 定 刀 具 和 工 件 的 相 對(duì) 運(yùn) 動(dòng) 軌 跡 ( 即 指 令 插 補(bǔ) 功 能 ) �����、 機(jī) 床 坐 標(biāo) 系 ��、 坐 標(biāo) 平 面 ���、 刀 補(bǔ) 等 。G00 G99 JB3208-83標(biāo) 準(zhǔn) 規(guī) 定 : G指 令 由 字 母 G(地 址 符 ) 及 后 面 兩 位 數(shù) 字 組 成 1.基 本 移 動(dòng) 指 令 : G00、 G01����、 G02/G03 2.與 坐 標(biāo) 系 有 關(guān) 指 令 :
12、 G90���、 G91��、 G53 G59及 G92�、 G17/G18/G19 3.刀 具 補(bǔ) 償 指 令 : G40/G41/G42�����、 G43/G44�、 4.螺 紋 切 削 指 令 : G33、 G34����、 G35 5.進(jìn) 給 速 度 設(shè) 置 指 令 : G94、 G95 6.其 他 : G04��、 G81 G89����、 G96、 G97 G指 令 有 模 態(tài) ( 續(xù) 效 ) 和 非 模 態(tài) ( 非 續(xù) 效 ) 之 分 。 模 態(tài) 代 碼 : 一 經(jīng) 在 一 個(gè) 程 序 段 中 指 定 �����, 其 功 能 一 直 保 持 到 被 取 消 或 被 同 組 其 它 G代 碼 所 代 替 ���。 非 模 態(tài) 代 碼 :
13���、 功 能 僅 在 所 出 現(xiàn) 的 程 序 段 內(nèi) 有 效 同 組 的 兩 個(gè) 代 碼 不 能 出 現(xiàn) 在 一 個(gè) 程 序 段 中 不 同 組 的 G代 碼 根 據(jù) 需 要 可 以 在 一 個(gè) 程 序 段 中 出 現(xiàn) v 2) 坐 標(biāo) 字 ( 尺 寸 字 ) 用 來(lái) 設(shè) 定 機(jī) 床 各 坐 標(biāo) 之 位 移 量 。 一 般 用 X���、 Y����、 Z表 示 直 線 位 移 �����; U�、 V�����、 W表 示 為 平 行 于 X、 Y���、 Z的 第 二 軸 �; A����、 B、 C為 繞 X�����、Y�、 Z 的 轉(zhuǎn) 動(dòng) ; P����、 Q、 R 表 示 平 行 于 X�、 Y、 Z的 第 三 軸 ���。 跟 “ +” 或 “ -” 繼 一 串
14���、 數(shù) 字 ���, “ +” 可 以 省 略 ; 該 數(shù) 字 可 以 脈 沖 當(dāng) 量 或 mm為 單 位 ���。 3) 進(jìn) 給 功 能 字 ( F字 ) 用 來(lái) 指 定 刀 具 相 對(duì) 于 工 件 的 速 度 ����。 其 單 位 以 一 般 為 : mm/min�����。 也 有 用 mm/r����、 in/min、 r/min��、 in/r等 表 示 F是 指 各 坐 標(biāo) 方 向 速 度 的 矢 量 和 G95 F500 �; 0.5mm/r����、 G94 F200 ; 200mm/min 4)主 軸 轉(zhuǎn) 速 功 能 字 ( S字 ) 用 來(lái) 指 定 主 軸 速 度 ��, 單 位 : r/min,以 地 址 符 S后 跟 一 串
15、 數(shù) 字 ��。 5) 刀 具 功 能 字 ( T字 ) 在 系 統(tǒng) 具 有 換 刀 功 能 時(shí) ���, T字 用 以 選 擇 刀 具 �。 T后 跟 兩 位 數(shù) 字 ���, 代 表 刀 具 的 編 號(hào) ���。 6) 輔 助 功 能 字 ( M字 ) M后 跟 兩 位 數(shù) 字 分 別 代 表 不 同 輔 助 功 能 。 M00 M99���, 也 有 模 態(tài) 和 非 模 態(tài) 之 分 �。 例 如 : M00��; 程 序 停 止 M02�; 程 序 結(jié) 束 M06; 換 刀 ����。 2.3 坐 標(biāo) 系2.3.1坐 標(biāo) 軸 數(shù) 控 機(jī) 床 坐 標(biāo) 系 統(tǒng) 標(biāo) 準(zhǔn) : 右 手 笛 卡 兒 坐 標(biāo) 系 統(tǒng) Z 軸U 在 數(shù) 控 機(jī) 床
16、 坐 標(biāo) 系 中 ��, 主 軸 的 軸線 一 般 是 Z軸 。U Z軸 垂 直 于 工 件 裝 卡 面 ����。 U 主 軸 帶 動(dòng) 刀 具 旋 轉(zhuǎn) : 銑 、 鉆 ���。 X 軸U 在 X����、 Y軸 中 ����, 主 要 進(jìn)給 方 向 是 X軸 。U X軸 是 定 位 面 的 主 軸 ��,與 工 件 裝 卡 面 平 行 ���, 主要 作 水 平 運(yùn) 動(dòng) ���。 X 軸為 了 確 定 X軸 , 將 機(jī) 床 分 成 有 工 作 軸v刀 具 旋 轉(zhuǎn) 的 機(jī) 床 ( 鉆 ��、 銑 ����、 鏜 、 攻 絲 機(jī) )v工 件 旋 轉(zhuǎn) 的 機(jī) 床 ( 車 �、 磨 ) 無(wú) 工 作 軸 ( 刨 、 線 切 割 機(jī) ) 刀 具 旋 轉(zhuǎn) 的 機(jī) 床
17�、當(dāng) 從 主 軸 看 工 件 時(shí) , 如 果 Z軸 是水 平 的 �, 則 正 X軸 向 右 移 動(dòng) 。 圖 顯 示 的 是 在 臥 式 升 降 臺(tái) 銑 床的 X軸 的 正 向 情 況 ����。 刀 具 旋 轉(zhuǎn) 的 機(jī) 床 在 單 立 柱 機(jī) 床 , 如 果 Z軸是 立 式 的 ��, 當(dāng) 從 主 軸 向 立 柱 看時(shí) �, 正 X軸 向 右 移 動(dòng) 。 圖 顯 示 的 是 一 臺(tái) 立 式 升降 臺(tái) 銑 床 ���。 刀 具 旋 轉(zhuǎn) 的 機(jī) 床 對(duì) 于 雙 立 柱 機(jī) 床 ����, 如 果 Z軸 是 立 式 的 ���, 當(dāng) 從 主 軸 向 左立 柱 看 時(shí) �, 正 X軸 向 右 移 動(dòng) 。 圖 舉 例 說(shuō) 明 對(duì) 于 雙 立
18���、 柱機(jī) 床 如 何 確 定 X軸 的 正 向 �����。 工 件 旋 轉(zhuǎn) 的 機(jī) 床 對(duì) 于 車 床 或 磨 床 �, X軸 徑 向 于 工 件 軸 �����, 并 且平 行 于 橫 向 導(dǎo) 軌 ����。 正 X軸 由 工 件 軸 向 主 刀 架 移 動(dòng) 。 無(wú) 工 作 軸 的 機(jī) 床 X軸 平 行 于 加 工 方 向 ���。 X軸 的 正 向 是 主 加 工 方 向 �。 2.3.2 坐 標(biāo) 系 在 坐 標(biāo) 系 中 坐 標(biāo) 軸 方 向 確 定 以 后 �, 要 確 定 坐 標(biāo) 原 點(diǎn) 的 位 置 ��, 只 有這 樣 坐 標(biāo) 系 統(tǒng) 才 能 確 定 �。 1) 機(jī) 床 坐 標(biāo) 系 是 機(jī) 床 上 固 有 的 坐 標(biāo) 系 ��, 設(shè)
19�����、有 固 定 的 坐 標(biāo) 原 點(diǎn) M( 零 點(diǎn) ) ��。零 點(diǎn) M: 是 機(jī) 床 坐 標(biāo) 系 統(tǒng) 的 坐 標(biāo) 原 點(diǎn) �����。( 1) 該 點(diǎn) 被 機(jī) 床 的 制 造 者 預(yù) 先 設(shè) 定 并 且 不 能 更 改 ���。 在 機(jī) 床 零 點(diǎn) 的 基 礎(chǔ) 上測(cè) 量 整 個(gè) 機(jī) 床 �。( 2) 是 其 他 坐 標(biāo) 系 和 參 考 點(diǎn) 如 工 件 坐 標(biāo) 系 ���、 編 程 坐 標(biāo) 系 、 機(jī) 床 參 考 點(diǎn) 的基 準(zhǔn) 點(diǎn) 。 ( 3) 一 旦 建 立 ���, 不 受 控 制 程 序 及 新 坐 標(biāo) 系 的 影 響 。 機(jī) 床 零 點(diǎn) M 2) 工 件 坐 標(biāo) 系 工 件 坐 標(biāo) 系 是 為 了 確 定 工 件 幾 何 圖
20、 形上 各 幾 何 要 素 ( 點(diǎn) ����、 直 線 ���、 圓 弧 ) 的位 置 而 建 立 的 坐 標(biāo) 系 ��。工 件 零 點(diǎn) W是 工 件 坐 標(biāo) 系 統(tǒng) 的 原 點(diǎn) ����。能 被 編 程 者 選 定 并 且 能 在 NC程 序 中 被修 改 ����。 工 件 零 點(diǎn) W 選 用 原 則 ( 1) . 選 在 工 件 圖 樣 的 尺 寸基 準(zhǔn) 上 ����。 是 可 以 直 接 用 圖 紙 標(biāo)注 的 尺 寸 , 作 為 編 程 點(diǎn) 的 坐 標(biāo)值 �����, 減 少 計(jì) 算 工 作 量 。 工 件 零 點(diǎn) 選 用 原 則( 2) .能 使 工 件 方 便 地 裝 卡 、測(cè) 量 和 檢 驗(yàn) 。( 3) .盡 量 選 在 尺 寸
21���、精 度 、光 潔 度 比 較 高 的 工 件 表 面上 ����。 這 樣 可 提 高 工 件 的 加工 精 度 和 同 一 批 零 件 的 一致 性 ����。如 銑 床 , 工 件 零 點(diǎn) 被 設(shè) 置在 參 照 表 面 的 交 點(diǎn) 處 ��。 工 件 零 點(diǎn) 選 用 原 則( 4) .對(duì) 于 有 對(duì) 稱 的 幾 何 形狀 的 零 件 ���, 工 件 零 點(diǎn) 最 好 選在 對(duì) 稱 中 心 點(diǎn) 上 ��。 編 程 零 點(diǎn)編 程 零 點(diǎn) 也 是 程 序 零 點(diǎn) ���。 一 般 對(duì) 于 簡(jiǎn) 單 零 件 , 工 件 零點(diǎn) 就 是 編 程 零 點(diǎn) �����。形 狀 復(fù) 雜 零 件 需 編 制 幾 個(gè) 程 序 或 子 程 序 �。 為 了 編
22����、程 方便 和 減 少 許 多 坐 標(biāo) 值 的 計(jì) 算 ��, 編 程 零 點(diǎn) 就 不 一 定 設(shè) 在工 件 零 點(diǎn) 上 �, 而 設(shè) 在 便 于 程 序 編 制 的 位 置 上 。 零 點(diǎn) 的 轉(zhuǎn) 移坐 標(biāo) 系 統(tǒng) 原 點(diǎn) 位 于 機(jī) 床 零 點(diǎn) M�。由 于 工 件 零 點(diǎn) 與 機(jī) 床 零 點(diǎn) 很 少 相 同 , 所 有 工 件 的 坐 標(biāo) 通常 要 轉(zhuǎn) 換 成 原 點(diǎn) 位 于 機(jī) 床 零 點(diǎn) 的 坐 標(biāo) 系 統(tǒng) 值 ��。編 程 者 可 使 用 命 令 G53 G59使 坐 標(biāo) 系 統(tǒng) 原 點(diǎn) 從 機(jī) 床 零 點(diǎn)M轉(zhuǎn) 換 到 工 件 零 點(diǎn) �。在 加 工 操 作 前 , 移 動(dòng) 到 零 點(diǎn) 的 不 同
23�、 軸 向 的 距 離 必 須 確 定 ,同 時(shí) 必 須 輸 入 到 CNC系 統(tǒng) 的 零 點(diǎn) 轉(zhuǎn) 移 寄 存 器 中 �����。 零 點(diǎn) 的 轉(zhuǎn) 移 對(duì) 于 銑 床 ����, 機(jī) 床 零 點(diǎn) 通 常位 于 工 作 臺(tái) 的 上 邊 ��。 零 點(diǎn) 的 轉(zhuǎn) 移 對(duì) 于 車 床 ����, 機(jī) 床 零 點(diǎn) 在 主 軸的 端 部 �����, 安 有 卡 盤 �。 這 里 ����, 通 常只 是 Z方 向 的 零 點(diǎn) 轉(zhuǎn) 換 。 例 : 圖 2-9中 �����, 刀 具 在 基 準(zhǔn) 點(diǎn) ( -6�����, 0) ���, 使 刀 具 在 兩 個(gè) 坐 標(biāo) 系 中 運(yùn) 動(dòng) ����,刀 位 順 序 為 : 基 準(zhǔn) 點(diǎn) A B C D 0 N1 G00 G90 G54 X10 Y
24、10;刀 具 快 速 移 動(dòng) 到 G54坐 標(biāo) 下 的 A(10,10)N2 G01X30 F100;N3 X10 Y20;在 G54坐 標(biāo) 系 下 A B CN4 G00 G53 X10 Y20;G53注 銷 直 線 偏 移 ��, 移 動(dòng) 到 機(jī) 床 坐 標(biāo) 系 DN5 X0 Y0;移 動(dòng) 到 G54下 的 工 件 原 點(diǎn) ( G54續(xù) 效 �����, G53非 續(xù) 效 )N6 G28 X0 Y0;G28自 動(dòng) 返 回 到 基 準(zhǔn) 點(diǎn) 3) 設(shè) 定 工 件 坐 標(biāo) 系例 : 下 圖 用 G92移 動(dòng) G54��、 G55工 件 坐 標(biāo) 系N3 G55 X5 Y10��;刀 具 移 到 G55坐 標(biāo) 系 下 (
25�����、 5,10)N4 G54 X5 Y10;刀 具 移 到 G54坐 標(biāo) 系 下 ( 5,10)N5 G92 X-5 Y-5;使 G54�、 G55坐 標(biāo) 同 時(shí) 移 動(dòng) 相 同 量X10,Y15后 , 到 新 G54下 的 ( -5,-5)N6 X0 Y15;新 G54下 的 ( 0,15)N7 G55 X5 Y10;新 G55下 的 ( 5,10) 2.4 常 用 編 程 指 令相 對(duì) 坐 標(biāo) 系 : 運(yùn) 動(dòng) 軌 跡 的 終 點(diǎn) 坐 標(biāo) 是 相 對(duì) 于 起 點(diǎn) 計(jì) 量 的 坐 標(biāo) 系 ����。絕 對(duì) 坐 標(biāo) 系 : 所 有 坐 標(biāo) 點(diǎn) 的 坐 標(biāo) 值 均 從 某 一 固 定 坐 標(biāo) 原 點(diǎn) 計(jì) 量 的
26、 坐 標(biāo) 系 �。最 小 設(shè) 定 單 位 : 即 數(shù) 控 系 統(tǒng) 能 實(shí) 現(xiàn) 的 最 小 位 移 量 ( 最 小 指 令 增 量 、 脈 沖 當(dāng) 量 ) �, 一 般 為 0.0001 0.01mm 是 具 體 數(shù) 控 系 統(tǒng) 而 定 。 所 有 編 程 時(shí) 都 應(yīng) 轉(zhuǎn) 換 成 最 小 設(shè) 定 單 位 ����。 數(shù) 控 機(jī) 床 中 常 用 G指 令 、 M指 令 ��、 T指 令 ����、 S指 令 來(lái) 控 制 機(jī) 床 的 各 種 加 工 操 作 。 2.4.1 G00 快 速 點(diǎn) 定 位 (模 態(tài) ) 命 令 刀 具 ( 或 工 件 ) 從 所 在 點(diǎn) 以 快 速 進(jìn) 給 方 式 移 動(dòng)到 目 標(biāo) 點(diǎn) ���。 移
27�����、動(dòng) 速 度 已 由 工 廠 預(yù) 先 設(shè) 定 �, 不 能 用 程 序 指令 來(lái) 改 變 ���, 其 后 不 需 F地 址 符 及 數(shù) 字 �。 只 是 快 速 定 位 ����, 不 能 用 于 切 削 加 工 。 G00一 般 用 于 刀 具 快 速 趨 近 加 工 目 標(biāo) 或 快 速 退 刀 ��。 格 是 : G00 X_Y_Z_; 運(yùn) 動(dòng) 軌 跡 是 直 線 坐 標(biāo) 的 終 點(diǎn) 值 ( 增 量 或 絕 對(duì) 式 )范 例 :N0070 N0080 G00 X32.0 Z2.0N0090 2.4.2 G01 直 線 插 補(bǔ) 用 于 產(chǎn) 生 直 線 或 斜 線 運(yùn) 動(dòng) ����。 指 令 刀 具 ( 或 工 件 )沿
28、X���、 Y���、 Z方 向 執(zhí) 行 單 軸 運(yùn) 動(dòng) 或 在 各 坐 標(biāo) 平 面 內(nèi) 執(zhí) 行具 有 任 意 斜 率 的 直 線 運(yùn) 動(dòng) , 以 輸 入 的 進(jìn) 給 速 度 直 線 移動(dòng) 到 程 序 中 的 目 標(biāo) 點(diǎn) ��。 也 可 使 機(jī) 床 三 軸 聯(lián) 動(dòng) �, 沿 任 意 空 間 直 線 運(yùn) 動(dòng) 。 G01 X_Y_Z_F_�����; 運(yùn) 動(dòng) 軌 跡 是 直 線 坐 標(biāo) 的 終 點(diǎn) 值 ( 增 量 或 絕 對(duì) 式 )F-速 度 指 令 �, 一 定 要 有 , 否 則 出 錯(cuò) ��。范 例 : ( 單 位 : mm) N0070 N0080 G00 X10.0 Z2.0 ( 刀 具 起 始 點(diǎn) )N0090 G01
29����、 Z-10.0 F0.1( 目 標(biāo) 點(diǎn) 1) N0100 X30.0 Z-25.0( 目 標(biāo) 點(diǎn) 2)N0110 G02G03 I J KR 2.4.3 G02 / G03 圓 弧 插 補(bǔ) 指 令 刀 具 ( 或 工 件 ) 在 各 坐 標(biāo) 平 面 內(nèi) �����, 以 輸 入 的 進(jìn) 給 速 度 ��, 以 圓 弧 形 式 移 動(dòng) 到 程 序 中 的目 標(biāo) 點(diǎn) , 圓 心 點(diǎn) 坐 標(biāo) 通 過(guò) 插 補(bǔ) 參 數(shù) I�����、 J��、 K確 定 ��, 半 徑 由 地 址 R后 的 數(shù) 值 確 定 ����。 執(zhí) 行 圓 弧 運(yùn) 動(dòng) 。 G02為 順 時(shí) 針 圓 弧 插 補(bǔ) �, G03為 逆 時(shí) 針 圓 弧 插 補(bǔ) 。 指 令 中
30���、: X_Y_Z_:相 對(duì) 圓 弧 起 點(diǎn) 的 終 點(diǎn) 值 �。 ( G90或 G91方 式 ) I_J_K_:圓 弧 中 心 相 對(duì) 于 圓 弧 起 點(diǎn) 的 坐 標(biāo) 值 ���。 ( G90或 G91都 是 增 量 值 ) I平 行 于 X軸 ��, J平 行 Y軸 ,K平 行 于 Z軸 ����。 R_: 圓 弧 的 半 徑 值 。 若 圓 弧 180 時(shí) �, R為 “ +” , 若 圓 弧 180 時(shí) �, R為 “ -” F_: 圓 弧 插 補(bǔ) 進(jìn) 給 速 度 , 運(yùn) 動(dòng) 軌 跡 的 切 線 方 向 �。 程 序 格 式 為 : G17 G18 X( U) Y( V ) Z( W) F; G19注 :G17���、
31��、G18����、 G19指 定 圓 弧 加 工 所 在 的 平 面 �。 當(dāng) 機(jī) 床 只 有 一 個(gè) 坐 標(biāo) 平 面 時(shí) , 平 面 指 令 可 省 略 ��;當(dāng) 機(jī) 床 具 有 三 個(gè) 坐 標(biāo) 時(shí) �, G17可 省 略 ���。 圓 弧 插 補(bǔ) 示 例 , 加 工 軌 跡 如 圖絕 對(duì) 編 程 方 式 : G92 X200.0 Y40.0 Z0��; G90 G03 X140.0 Y100.0 I-60.0 F300���; G02 X120.0 Y60.0 I-50.0�;或 G92 X200.0 Y40.0 Z0�����; G90 G03 X140.0 Y100.0 R60.0 F300�����; G02 X120.0 Y60.0 R
32�、50.0��;增 量 編 程 方 式 : G91 G03 X-60.0 Y60.0 I-60.0 F300�; G02 X-20.0 Y-40.0 I-50.0;或 G91 G03 X-60.0 Y60.0 R60.0 F300�; G02 X-20.0 Y-40.0 R50.0; 90 120 140 R60R501006040 O Y X 2.4.4 圓 弧 插 補(bǔ) 平 面 選 擇 順 時(shí) 針 圓 弧 插 補(bǔ) 指 令 ( G02)逆 時(shí) 針 圓 弧 插 補(bǔ) 指 令 ( G03) 方 向 : 從 XY平 面 ( ZX平 面 ���, YZ平 面 )的 Z軸 ( Y軸 �, X軸 ) 的 正 向 往 負(fù) 向
33、觀 察 XY G17 G03G02 ZX G18 G03G02 YZ G19 G03G02 坐 標(biāo) 平 面 設(shè) 定 指 令 ( G17�, G18, G19)G17-xy平 面 ;G18-zx平 面 ;G19-yz平 面 .Z/X平 面 Y/Z平 面 X/Y平 面Y XZ 2.4.5 螺 旋 線 插 補(bǔ) 指 令F代 碼 規(guī) 定 為 刀 具 沿 圓 弧 的 進(jìn) 給 速 度即 在 選 定 的 平 面 內(nèi) 完 成 圓 弧 插 補(bǔ) 的 同 時(shí) �, 在 垂 直 于 該 平 面 的 第三 維 方 向 進(jìn) 行 直 線 插 補(bǔ) 。例 : G91G17G03X0Y10Z5 R10 F100. Z YX 刀 具 軌
34�、 跡 2.4.6 螺 紋 切 削 指 令 格 式 : G33 Z_ F_;其 中 Z_: 螺 紋 終 點(diǎn) 位 置F_: 長(zhǎng) 軸 方 向 導(dǎo) 程 ( 或 螺 距 )例 : 加 工 螺 紋 長(zhǎng) 度 10mm�, 螺 距 1.5mm, 指 令 為 G33 Z10.0 F1.5��; X Z 左 螺 紋 和 右 螺 紋 通 過(guò) 指 定 主 軸 旋 轉(zhuǎn)的 方 向 ( M03順 時(shí) 針 �, M04逆 時(shí) 針 ) 被編 制 。 螺 紋 螺 距 的 單 位 是 mm/r���, 在I���, J, K地 址 下 ����, 相 應(yīng) 于 軸向 X, Y, Z���。 G33/G34/G35 螺 紋 切 削 指 令 G代 碼 2.4.7 刀 具
35����、 長(zhǎng) 度 偏 置 指 令 G43�����、 G44�����、 G49( 模 態(tài) ) 數(shù) 控 機(jī) 床 當(dāng) 刀 具 裝 夾 到 主 軸 上 ����, 由 于 各 種 刀 體 長(zhǎng) 度 不 同 ��,裝 刀 后 刀 尖 的 位 置 各 不 相 同 �����, 比 如 ��, 鉆 頭 磨 損 后 的 重 磨 �。 編 程時(shí) 把 刀 尖 的 位 置 都 設(shè) 在 同 一 基 準(zhǔn) 線 上 ��。 刀 尖 的 實(shí) 際 位 置 G43��、G44來(lái) 修 正 ��。格 式 : G43 H_Z_�; G44 H_Z_���; ( 正 向 偏 置 ���, 負(fù) 向 偏 置 ) G43: 正 偏 移G44: 負(fù) 偏 移G49: 取 消 長(zhǎng) 度 補(bǔ) 償Z_: 指 定 軸 的 位 置 H_
36、: 偏 移 值 地 址 ���。 地 址 中 裝 有 刀 具 偏 移 量 ( 測(cè) 量 基 準(zhǔn) 到 刀 尖 的 距 離 ) G43 :刀 具 移 動(dòng) 的 距 離 為 : Z值 H地 址 中 的 值G44:刀 具 移 動(dòng) 的 距 離 為 : Z值 H地 址 中 的 值例 : H01-刀 具 偏 移 值 為 50.0 G91G00 G43 Z-100.0 H01; 刀 具 將 沿 Z軸 運(yùn) 動(dòng) 到 50.0的 位 置 注 意 : 用 H00取 消 長(zhǎng) 度 補(bǔ) 償 ����, 使 H00地 址 中 的 值 為 0����; 用 G49取 消 長(zhǎng) 度 偏 移 代 碼 , 使 G43����、 G44無(wú) 效 ����, 但 不 能 取 消 H
37����、字 ; G43���、 G44只 在 G00���、 G01方 式 下 設(shè) 置 有 效 。例 : 右 圖 所 示N1 G91 G00 G43 H01 Z-348;N2 G01 Z-12 F100; N3 G00 G49 Z360;刀 具 回 到 初 始 位 置 ���。 習(xí) 題 2:1.什 么 是 機(jī) 床 坐 標(biāo) 系 ? 什 么 是 工 件 坐 標(biāo) 系 ?它 們是 如 何 建 立 的 ��? 都 用 什 么 指 令 ? 2.輪 廓 加 工 機(jī) 床 之 所 以 能 加 工 出 形 狀 各 異 的 零 件輪 廓 ����, 最 主 要 的 是 因 為 有 什 么 功 能 ? 3.進(jìn) 給 功 能 字 F有 幾 種 進(jìn) 給 速 度 的 表 示 方 法 ����?
 《數(shù)控機(jī)床自動(dòng)化》PPT課件
《數(shù)控機(jī)床自動(dòng)化》PPT課件