《《數(shù)控機(jī)床編程與操作》教學(xué)大綱DOC》由會(huì)員分享�,可在線閱讀,更多相關(guān)《《數(shù)控機(jī)床編程與操作》教學(xué)大綱DOC(16頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1、《數(shù)控機(jī)床編程與操作》教學(xué)大綱
一�、 課程基本情況
開課單位:機(jī)電工程系 適用專業(yè):機(jī)電一體化
修課方式:必修 總學(xué)時(shí):330學(xué)時(shí)
二、 課程的性質(zhì)�、任務(wù)和教育目標(biāo)
《數(shù)控機(jī)床編程與操作》是數(shù)控技術(shù)應(yīng)用、機(jī)電一體化專業(yè)重要的專業(yè)技能實(shí)訓(xùn)課 程���。學(xué)生在掌握數(shù)控技術(shù)編程與加工的基本理論與技能基礎(chǔ)上�����,熟練掌握數(shù)控加工工藝 流程����,會(huì)使用數(shù)控機(jī)床對(duì)復(fù)雜零件進(jìn)行工藝設(shè)計(jì)、編程和加工�����;使學(xué)生學(xué)會(huì)熟練使用高 檔CAD/CAM軟件����,掌握較復(fù)雜零件的二維繪圖和三維模型的創(chuàng)建,掌握數(shù)控加工的自動(dòng) 編程路徑的建立����,掌握刀位文件的編輯,會(huì)使用 CAM后處理,并能把零件程序在數(shù)控模 擬仿真軟件中進(jìn)行模擬仿真�����,還
2����、能零件程序直接傳到數(shù)控機(jī)床上���;通過本課程的學(xué)習(xí)�, 培養(yǎng)學(xué)生在工作中創(chuàng)新意識(shí)和對(duì)數(shù)控加工行業(yè)特點(diǎn)的理解, 掌握必要的自動(dòng)編程專業(yè)知
識(shí)�����,為畢業(yè)后從事本專業(yè)工作打下堅(jiān)實(shí)的基礎(chǔ)����。
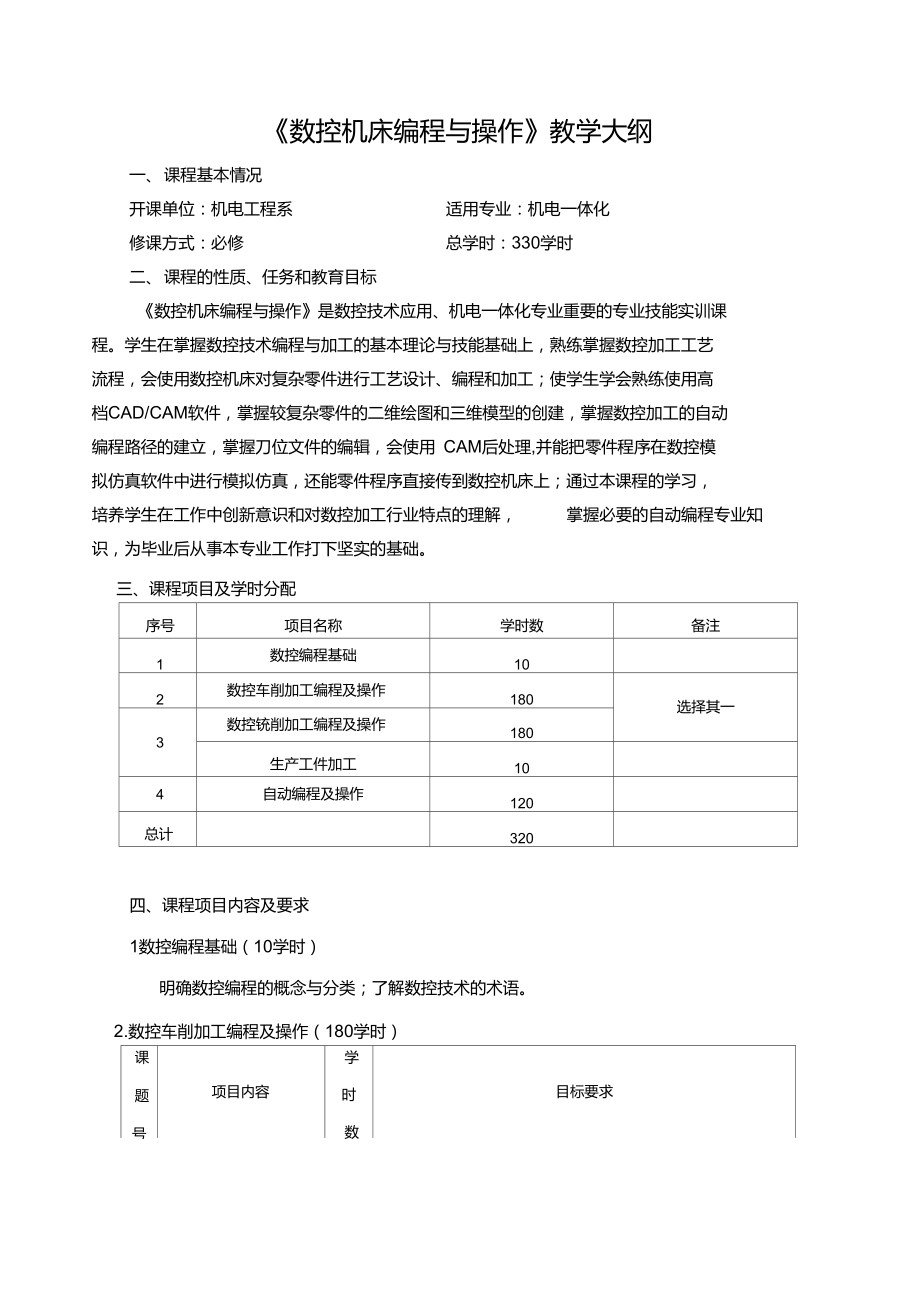
三、課程項(xiàng)目及學(xué)時(shí)分配
序號(hào)
項(xiàng)目名稱
學(xué)時(shí)數(shù)
備注
1
數(shù)控編程基礎(chǔ)
10
2
數(shù)控車削加工編程及操作
180
選擇其一
3
數(shù)控銃削加工編程及操作
180
生產(chǎn)工件加工
10
4
自動(dòng)編程及操作
120
總計(jì)
320
四���、課程項(xiàng)目?jī)?nèi)容及要求
1數(shù)控編程基礎(chǔ)(10學(xué)時(shí))
明確數(shù)控編程的概念與分類�;了解數(shù)控技術(shù)的術(shù)語����。
2.數(shù)控車削加工編程及操作
3、(180學(xué)時(shí))
課
題
號(hào)
項(xiàng)目?jī)?nèi)容
學(xué)
時(shí)
數(shù)
目標(biāo)要求
1
數(shù)控操作面板介紹及
使用
6
掌握開關(guān)機(jī)床的方法����,熟練使用操作面板。
2
數(shù)控車床的對(duì)刀方法
12
掌握刀具的正確安裝方法�����;正確輸入每一刀具的刀偏值,
�
建立工件坐標(biāo)系���;校驗(yàn)每一刀具的對(duì)刀結(jié)果����。
3
輔助功能
2
掌握輔助M功能��、主軸S功能�����、進(jìn)給功能及刀具機(jī)能 T 功能���。
4
單位設(shè)定功能
2
掌握尺寸單位����、速度單位�、編程方式及坐標(biāo)系設(shè)定功能的 使用方法。
5
進(jìn)給控制指令
G00/G01的應(yīng)用
12
理解基本指令G00/G01的使用方法�;會(huì)正確編寫簡(jiǎn)單
4、循環(huán) 指令及復(fù)合循環(huán)指令��。
6
進(jìn)給控制指令
G02/G03的應(yīng)用
12
理解基本指令G02/G03的使用方法;會(huì)正確編寫簡(jiǎn)單循環(huán) 指令及復(fù)合循環(huán)指令�����。
7
其他控制指令
2
掌握參考點(diǎn)控制指令 G27/G28,暫停指令G04,恒線速指令
G96/G97���。
8
內(nèi)(外)徑切削循環(huán)
G80的應(yīng)用
10
掌握內(nèi)(外)徑切削循環(huán)G80的格式及應(yīng)用方法。
9
端面切削循環(huán) G81的
應(yīng)用
10
掌握內(nèi)(外)徑切削循環(huán)G81的格式及應(yīng)用方法�����。
10
螺紋切削循環(huán) G82的
應(yīng)用
10
掌握螺紋切削循環(huán) G82的格式及應(yīng)用�����。
11
粗車復(fù)合循環(huán)G71(
5�����、無
凹槽)的應(yīng)用
10
掌握粗車復(fù)合循環(huán) G71 (無凹槽)的格式和應(yīng)用方法��。
12
粗車復(fù)合循環(huán)G71(有
凹槽)的應(yīng)用
10
掌握粗車復(fù)合循環(huán)G71 (有凹槽)的格式和應(yīng)用方法�����。
13
端面粗車復(fù)合循環(huán)
G72的應(yīng)用
10
掌握端面粗車復(fù)合循環(huán) G72的格式和應(yīng)用方法。
14
閉環(huán)車削復(fù)合循環(huán)指
令G73的應(yīng)用
6
掌握閉環(huán)車削復(fù)合循環(huán)指令 G73的格式和應(yīng)用方法��。
15
螺紋切削復(fù)合循環(huán)
G76的應(yīng)用
10
掌握螺紋切削復(fù)合循環(huán) G76的格式和應(yīng)用方法����。
16
外圓弧加工
10
掌握外圓弧綜合件工藝安排和編程加工方法。
17
外溝
6���、槽加工
10
掌握外溝槽綜合件工藝安排和編程加工方法�����。
18
外螺紋加工
10
掌握外螺紋綜合件工藝安排和編程加工方法�����。
19
內(nèi)螺紋加工
10
掌握內(nèi)螺紋綜合件工藝安排和編程加工方法�。
20
配合工件加工
16
掌握配合件工藝安排和編程加工方法���。
合計(jì)
180
�
3.數(shù)控銑削加工編程及操作(180學(xué)時(shí))
課題號(hào)
項(xiàng)目?jī)?nèi)容
學(xué)時(shí)
目標(biāo)要求
1
數(shù)控加工中心操作面板使用
2
牢記安全操作規(guī)程及實(shí)訓(xùn)場(chǎng)地的紀(jì)律要求����。
2
上電關(guān)機(jī)急停
2
掌握開關(guān)機(jī)床的方法����,熟練使用操作面板���。
3
數(shù)控加工中心對(duì)刀及操作
8
掌握刀具的正確安
7、裝方法�����;正確輸入每一刀具的 刀偏值�����,建立工件坐標(biāo)系����;校驗(yàn)每一刀具的對(duì)刀 結(jié)果��。
4
輔助功能
2
掌握由PLC及CNC控制的各輔助功能代碼的含義�����。
5
主軸��、進(jìn)給�、刀具功能
2
掌握并正確應(yīng)用主軸功能 S,進(jìn)給功能F及刀具 功能T;能夠合理的確定切削用量。
6
單位設(shè)定及坐標(biāo)系設(shè)定
2
理解并掌握坐標(biāo)系的設(shè)定方法以及單位設(shè)定的意 義。
7
回參���、刀補(bǔ)及其它指令
4
掌握參考點(diǎn)控制指令�����,刀具補(bǔ)償指令 G40 G41���、
G42及G43 G44 G4S掌握恒線速指令 G96/G97 等。
8
G00 G01加工訓(xùn)練
6
掌握基本指令的使用方法��;學(xué)會(huì)刀具半徑補(bǔ)
8����、償方 法。
9
G02�、G03加工訓(xùn)練
8
掌握較為簡(jiǎn)單工件外形的加工工藝、編制程序���、 準(zhǔn)確測(cè)量����、修整尺寸����。
10
鏡像功能加工練習(xí)
10
掌握鏡項(xiàng)功能指令的應(yīng)用方法�����,掌握較為簡(jiǎn)單的 復(fù)合工件的加工工藝����、編制程序�����、準(zhǔn)確測(cè)量�����、修 整尺寸�����。
11
縮放功能加工練習(xí)
6
掌握鏡縮放能指令的應(yīng)用方法掌握較為簡(jiǎn)單的復(fù) 合工件的加工工藝�、編制程序��、準(zhǔn)確測(cè)量���、修整 尺寸�。
12
旋轉(zhuǎn)變換加工練習(xí)
10
掌握鏡縮放能指令的應(yīng)用方法掌握較為簡(jiǎn)單的復(fù) 合工件的加工工藝、編制程序��、準(zhǔn)確測(cè)量�����、修整 尺寸����。
13
鉆孔循環(huán)
6
掌握鉆孔循環(huán)指令的應(yīng)用方法。
14
攻絲循環(huán)
9�����、10
掌握攻絲循環(huán)指令的應(yīng)用方法��。
15
鏜孔循環(huán)
12
掌握鏜孔循環(huán)指令的應(yīng)用方法��。
16
階梯臺(tái)零件加工
12
掌握綜合零件加工工藝安排方法�, 程序編制方法。
�
17
花盤零件加工
18
掌握外形及內(nèi)腔的加工方法及編程方法����,安排合
理的加工工藝�����,靈活應(yīng)用簡(jiǎn)化編程指令����。
18
外型加工
12
正確計(jì)算節(jié)點(diǎn)坐標(biāo)�����,選用合理刀具����,編制合理的 加工程序。
19
配合件加工
18
掌握外型��、內(nèi)腔的加工方法及編程方法�,安排合 理的加工工藝���,選用合理的刀具及切削量����,達(dá)到 IT6-IT7級(jí)���,Ra1.6的精度求���,滿足配合要求�����。
20
內(nèi)外輪廓零件加工
18
10�����、
掌握外型���、內(nèi)腔及鉆孔與攻絲的加工方法及編程 方法,安排合理的加工工藝����,選用合理的刀具及 切削量,達(dá)到IT6-IT7級(jí)�,Ra1.6的精度求,滿 足配合要求����。
21
多邊形凸臺(tái)加工
12
正確計(jì)算節(jié)點(diǎn)坐標(biāo),選用合理刀具�,編制合理的 加工程序����。掌握利用 FANUC系統(tǒng)的編程方法���。
22
生產(chǎn)性產(chǎn)品加工
10
掌握外型����、內(nèi)腔及鉆孔與攻絲的加工方法及編程 方法����,安排合理的加工工藝,選用合理的刀具及 切削量�,達(dá)到IT6-IT7級(jí),Ra1.6的精度求�,滿 足生產(chǎn)的要求。
合計(jì)
190
4?自動(dòng)編程及操作(120學(xué)時(shí))
課題號(hào)
項(xiàng)目?jī)?nèi)容
學(xué)時(shí)
目標(biāo)要求
1
自動(dòng)編
11�、程技術(shù)基礎(chǔ)
4
掌握CAD/CAM常用軟件,軟件的基本操作���。理解
CAD/CAM技術(shù)在制造業(yè)中的應(yīng)用。了解 CAD/CAM^
術(shù)的發(fā)展�。
2
二維圖形繪制
6
掌握線的繪制,圓及圓弧的繪制��,矩形的繪制,多 邊形的繪制���,橢圓的繪制�����。理解點(diǎn)的繪制��,文字的 繪制����,尺寸的標(biāo)注��,圖案的填充����,倒角的繪制。了 解曲線的繪制���,邊界盒的用處及繪制��。
3
二維圖形的基本編輯
6
掌握修剪���、鏡像�、旋轉(zhuǎn)��、縮放�、平移、偏移���、打斷����、 連接��、延伸����、拉伸幾何圖形的操作。理解修剪延伸 中的一個(gè)�、兩個(gè)、二個(gè)物體修整的概念����,不冋方式 的打斷。了解修整到某一點(diǎn)����,打斷圓弧和曲線的操 作。
4
二維銃削加工
12���、
17
掌握外形銃削加工���、挖槽銃削加工、鉆孔加工的刀 具路徑的設(shè)定���,后處理��,利用路徑操作管理修改各
�
個(gè)參數(shù)工件設(shè)定�����,實(shí)體的模擬驗(yàn)證方法�����, 后處理產(chǎn) 生數(shù)控程序��,在數(shù)控模擬仿真軟件中調(diào)用后處理程 序進(jìn)行模擬仿真���,將后處理程序傳至機(jī)床加工。 理
解各銃削加工方法的概念, 各銃削加工的作用�。 了
解加工參數(shù)的選定。
5
三維線架構(gòu)繪圖
6
掌握構(gòu)圖面及 Z深度的設(shè)定��,視圖面和視角的設(shè) 定�,簡(jiǎn)單線架構(gòu)繪圖,三維鏡像���、三維旋轉(zhuǎn)���、三維 陣列的操作。理解構(gòu)圖面及Z深度的概念����,視圖面 和視角的概念。了解線架構(gòu)尺寸標(biāo)注���。
6
曲面構(gòu)造
8
掌握舉升���、昆式、直紋�、旋轉(zhuǎn)、掃
13����、描曲面的繪制�����, 曲面倒圓角,曲面偏移�����,曲面修剪��,曲面分割����,曲 面延伸。理解曲面的分類����,曲面的概念,繪制曲面 的要點(diǎn)�����,曲面編輯和圖形編輯的區(qū)別��。了解牽引、 Flat曲面的繪制���,曲面熔接�����,變半徑曲面圓角���。
7
實(shí)體構(gòu)造
6
掌握繪制基本三維實(shí)體,拉伸實(shí)體�,旋轉(zhuǎn)實(shí)體,掃 描實(shí)體��,舉升實(shí)體��,實(shí)體倒角�����,實(shí)體倒圓角��,實(shí)體 布爾運(yùn)算���,實(shí)體拔模�,實(shí)體抽殼,實(shí)體修剪�����。理解 實(shí)體和曲面的區(qū)別��,繪制實(shí)體和曲面的不同操作���, 各編輯方法的作用, 實(shí)體變半徑倒圓角�,由曲面生 成實(shí)體,由曲面生成薄壁件��。了解基本實(shí)體的種類�。
8
三維銃削加工
46
掌握平行式銃削粗精加工、挖槽曲面銃削粗加工�、 等高外形銃削粗
14、精加工����、放射狀銃削粗加工、投影 銃削粗精加工�����、流線型銃削粗精加工、淺平面銃 削精加工�、環(huán)繞等距銃削精加工、交線清角銃削精 加工����、殘料清角銃削精加工的刀具路徑的設(shè)定。 理
解三維銃削加工方法的分類及概念��。 了解加工參數(shù)
的選定���。
9
綜合型體構(gòu)造及加工
17
掌握鼠標(biāo)型體造型�,選用合適的粗精加工方法����,數(shù) 控模擬仿真及數(shù)控加工。了解加工參數(shù)的選定�����。
10
附加刀具路徑
4
掌握全圓加工����,路徑修剪,路徑轉(zhuǎn)換���。理解全圓加 工的概念����,路徑轉(zhuǎn)換的方法。了解手動(dòng)輸入的概念 及操作�。
總計(jì)
120
五、教學(xué)安排
(一) 開課學(xué)期:第四學(xué)期��、第五學(xué)期���。
(二) 實(shí)訓(xùn)場(chǎng)所
15�����、:校內(nèi)實(shí)訓(xùn)基地一數(shù)控加工中心。
六�����、 考核方式與成績(jī)?cè)u(píng)定方法
(一) 考核方式:按照教學(xué)計(jì)劃安排��,第四學(xué)期為考試����;第五學(xué)期為考查�����。
(二) 實(shí)訓(xùn)成績(jī)?cè)u(píng)定方法
1. 出勤與紀(jì)律考核:如實(shí)記錄出勤情況及紀(jì)律表現(xiàn)����。
2. 實(shí)訓(xùn)成績(jī)考核:(1)平時(shí)成績(jī):檢測(cè)每一課題的訓(xùn)練結(jié)果��,并記錄為平時(shí)成績(jī)�����;
(2)期考成績(jī):按照技能鑒定要求進(jìn)行相應(yīng)級(jí)別的考核��。
3. 實(shí)訓(xùn)成績(jī)?cè)u(píng)定:
數(shù)控實(shí)訓(xùn)學(xué)期成績(jī)=(出勤與紀(jì)律考核)X 20% + (平時(shí)成績(jī))X 40% + (期考成 績(jī))X 40%
七��、 參考教材及教學(xué)參考書
教學(xué)參考書:
王愛玲?《現(xiàn)代數(shù)控編程技術(shù)及應(yīng)用》?國防工業(yè)出版社.2002
16�����、華茂發(fā)?《數(shù)控機(jī)床加工工藝》?機(jī)械工業(yè)出版社.2000
陳日耀.《金屬切削原理》.機(jī)械工業(yè)出版社.2000
李善術(shù)?《數(shù)控機(jī)床及其應(yīng)用》.機(jī)械工業(yè)出版社.2001
八�、 教學(xué)方法建議及注意事項(xiàng)
1. 建議采用一體化教學(xué),將數(shù)控編程�、模擬仿真、加工融為一體。
2. 注意對(duì)機(jī)床仿真中的盲點(diǎn)指令重點(diǎn)檢查�����,防止加工中事故的發(fā)生���。
制定:數(shù)控教研室
教學(xué)大綱:
1-1課程的性質(zhì)��,目的和任務(wù)
《數(shù)控編程與操作》包括:數(shù)控機(jī)床機(jī)械結(jié)構(gòu)��、數(shù)控刀具�、以及各種數(shù)控切削的加工工藝的使用
方法���,各種系統(tǒng)代碼���、車��、銃和加工中心程序的編制�、計(jì)算機(jī)編程、機(jī)床的操作是數(shù)控技術(shù)專業(yè)�、 機(jī)電一體化專業(yè)和模具技
17、術(shù)專業(yè)等近機(jī)專業(yè)學(xué)生的一門必修專業(yè)課����。其目的和任務(wù)是使學(xué)生通過本 課程的學(xué)習(xí)���,能夠較全面地掌握數(shù)控編程的一般知識(shí),了解數(shù)控設(shè)備的機(jī)械結(jié)構(gòu)����,掌握各種機(jī)床的 使用方法,最終加工出合格的零件��,為以后的生產(chǎn)實(shí)訓(xùn)和畢業(yè)實(shí)踐奠定良好的基礎(chǔ)���?;緦?shí)現(xiàn)一畢 業(yè)就上崗��。
1-2課程基本要求
本課程作為一門專業(yè)課���,建議安排在第二學(xué)年下進(jìn)行教學(xué)��。
1����、 基礎(chǔ)知識(shí):了解數(shù)控機(jī)床 及加工的基本知識(shí)�����,數(shù)控機(jī)床的精度及檢驗(yàn)方法。了解數(shù)控的插補(bǔ)原 理��,了解目前數(shù)控技術(shù)的發(fā)展趨勢(shì)��。
2�、 機(jī)械結(jié)構(gòu):了解數(shù)控機(jī)床的傳動(dòng)系統(tǒng),進(jìn)給傳動(dòng)系統(tǒng)及輔助裝置的機(jī)械結(jié)構(gòu)����。
3、 刀具:了解數(shù)控刀具的種類及特點(diǎn)����,掌握數(shù)控刀具的選擇方法
18、�,切削速度的選用。
4����、 加工工藝:掌握各種切削方法的數(shù)控加工工藝,各種數(shù)控機(jī)床的使用方法��。
5�����、 掌握 CAD/CAM 技術(shù)
6�、 會(huì)用計(jì)算機(jī)仿真軟件
7、 能獨(dú)立編寫數(shù)控加工程序
8�、 能獨(dú)立操作數(shù)控機(jī)床
1-3實(shí)踐性環(huán)節(jié)
本課程教學(xué)包括 38個(gè)學(xué)時(shí)的實(shí)踐課,即 2學(xué)時(shí)機(jī)械結(jié)構(gòu)認(rèn)識(shí)����、10學(xué)時(shí)數(shù)控車床使用、10學(xué)時(shí)的數(shù) 控銃床的使用���、5學(xué)時(shí)的仿真軟件使用和 5學(xué)時(shí)編程軟件使用���。
1-4具體章節(jié)課時(shí)計(jì)劃
第1章數(shù)控技術(shù)概論(2學(xué)時(shí))
1.1 數(shù)控技術(shù)的發(fā)展
1.2 數(shù)控機(jī)床的工作原理及基本組
1.3 數(shù)控機(jī)床的分類
1.4 數(shù)控機(jī)床的特點(diǎn)和應(yīng)用范圍
1.5 典型數(shù)控
19、系統(tǒng)簡(jiǎn)介
1.6 本章小結(jié)
10學(xué)時(shí))
1.7 第2章 數(shù)控加工編程基礎(chǔ)(
2.1插補(bǔ)的基本知識(shí)(1學(xué)時(shí))
2.1.1 插補(bǔ)的基本概念
2.1.2 常用的插補(bǔ)方法
2.2數(shù)控機(jī)床坐標(biāo)系(2學(xué)時(shí))
2.2.1機(jī)床坐標(biāo)系及運(yùn)動(dòng)方向
2.2.2 絕對(duì)坐標(biāo)與增量坐標(biāo)
223機(jī)床原點(diǎn)與機(jī)床參考點(diǎn)
2.3刀具補(bǔ)償?shù)母拍睿?學(xué)時(shí))
2.3.1 刀位點(diǎn)
2.3.2 位置補(bǔ)償
2.4數(shù)控加工工藝分析(2學(xué)時(shí))
2.4.1 加工方法的選擇
2.4.2加工工序的編排原則
2.4.3 工件的裝夾
2.4.4對(duì)刀點(diǎn)和換刀點(diǎn)位置的確定
2.4.5加工路線的確定
2學(xué)時(shí))
2.5數(shù)
20���、控加工程序的格式及編程方法(
2.5.1 程序的結(jié)構(gòu)
2.5.2程序的格式
2.5.3 主程序和子程序
2.5.4常用地址符及其含義
2.5.5數(shù)控程序的編制方法及步驟
2.6 本章小結(jié):
第3章數(shù)控機(jī)床的操作(10學(xué)時(shí))
3.1數(shù)控車床的操作(2學(xué)時(shí))
3.1.1數(shù)控車床控制面板及操作面板
3.2回參考點(diǎn)操作(4學(xué)時(shí))
3.2.2手動(dòng)操作
3.2.3 MDI 操作
3.2.4坐標(biāo)系數(shù)據(jù)設(shè)置
3.2.5刀具庫及刀具參數(shù)的輸入
3.3數(shù)控銃���、加工中心的操作(4學(xué)時(shí))
3.3.1加工中心控制面板及操作面板
3.3.2參數(shù)設(shè)定
3.3.3操作要點(diǎn)
3.4 本章小
21、結(jié):�
第4章 數(shù)控編程常用指令 (10學(xué)時(shí))
4.1 概述1學(xué)時(shí)
4.2與坐標(biāo)和坐標(biāo)系有關(guān)的指令(4學(xué)時(shí))
4.2.1
工件坐標(biāo)系設(shè)定指令
4.2.2
工件坐標(biāo)系選擇指令
4.2.3
局部坐標(biāo)設(shè)定指令
4.2.4
直接機(jī)床坐標(biāo)系編程指令
4.2.5
坐標(biāo)平面選擇指令
4.2.6
絕對(duì)值編程指令與增量值編程指令
4.3運(yùn)動(dòng)路徑控制指令(4學(xué)時(shí))
4.3.1
單位設(shè)定指令
4.3.2
快速定位指令
4.3.3
方向定位指令
4.3.4
線性進(jìn)給指令
4.3.5
圓弧進(jìn)給及螺旋線進(jìn)給指令
�
436暫停指令
4.4輔助功能及其它功能指令
22���、(1學(xué)時(shí))
4.4.1
輔助功能指令
4.4.3
進(jìn)給功能指令
4.5
不同數(shù)控系統(tǒng)功能的比較
第5章數(shù)控車床編程(13學(xué)時(shí))
5.1
概述1學(xué)時(shí)
數(shù)控車削加工的對(duì)象
5.2
數(shù)控車床的刀具補(bǔ)償(2學(xué)時(shí))
5.2.1
刀具位置補(bǔ)償
5.2.2
刀尖半徑補(bǔ)償
5.2.3
刀尖圓弧半徑補(bǔ)償?shù)膶?shí)現(xiàn)
5.3
固定循環(huán)(2學(xué)時(shí))
5.3.1
簡(jiǎn)單固定循環(huán)
5.3.2
復(fù)合固定循環(huán)
�
5.4
數(shù)控車床加工編程實(shí)例(8學(xué)時(shí))
第6
章數(shù)控銃床編程(10學(xué)時(shí))
6.1
數(shù)控銃床加工的特點(diǎn)(2學(xué)時(shí))
6.1.1
數(shù)控銃床加工的對(duì)象
23�、
6.1.2
數(shù)控銃床加工的特點(diǎn)
6.1.3
數(shù)控銃床編程時(shí)應(yīng)注意的問題
6.2
數(shù)控銃加工的刀具補(bǔ)償及其他功能指令(
4學(xué)時(shí))
6.2.1
刀具半徑補(bǔ)償
6.2.2
刀具長(zhǎng)度補(bǔ)償
6.3.4
攻螺紋
6.3.5
取消固定循環(huán)
6.4
數(shù)控銃加工編程實(shí)例(4學(xué)時(shí))
第7
章加工中心編程(8學(xué)時(shí))
7.1
加工中心的特點(diǎn)(2學(xué)時(shí))
7.1.1
加工中心的加工特點(diǎn)
14
7.1.2 加工中心程序的編制特點(diǎn)
7.1.3 加工中心的主要加工對(duì)象
7.1.4加工中心的換刀形式
7.2加工中心的換刀程序(2學(xué)時(shí))
7.2.1 加工中心主軸的準(zhǔn)停
7.2.2 換刀程序
7.3加工中心編程實(shí)例(4學(xué)時(shí))
實(shí)踐教學(xué)
1 ? 機(jī)械結(jié)構(gòu)(2學(xué)時(shí))
2 ? 數(shù)控車床使用(10學(xué)時(shí))
3 ? 數(shù)控銃床的使用(10學(xué)時(shí))
4 ? 仿真軟件使用(5學(xué)時(shí))
? 編程軟件使用(5學(xué)時(shí))
15
15
 《數(shù)控機(jī)床編程與操作》教學(xué)大綱DOC
《數(shù)控機(jī)床編程與操作》教學(xué)大綱DOC