《《數(shù)控機(jī)床編程與操作》復(fù)習(xí)》由會(huì)員分享�,可在線閱讀�����,更多相關(guān)《《數(shù)控機(jī)床編程與操作》復(fù)習(xí)(13頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1�����、□n*o.o16
U-JU-O.S3n—mm
中值尺寸:49.992mm;20.0165mm;
29.827mm二�����、畫圖題
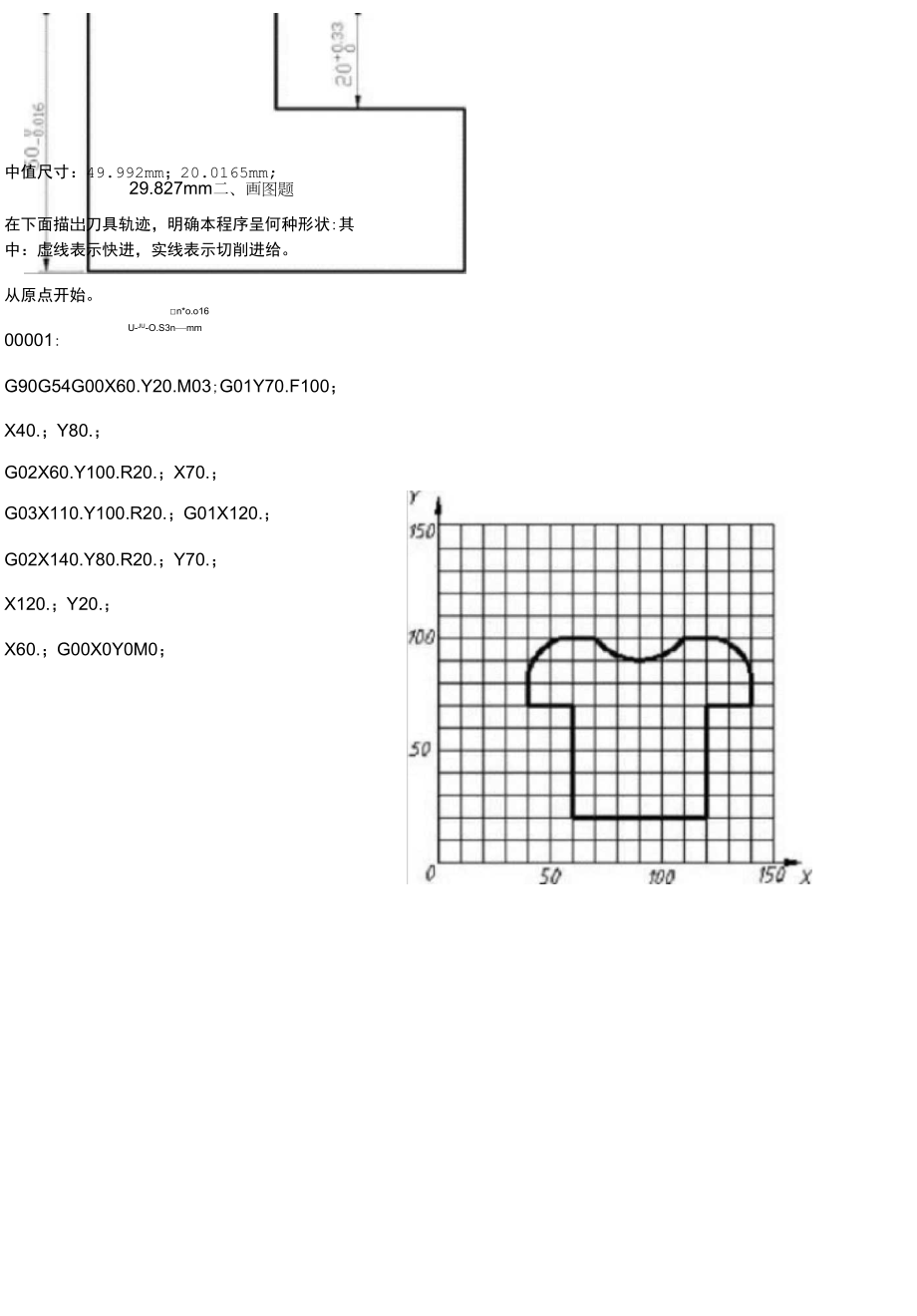
在下面描岀刀具軌跡�����,明確本程序呈何種形狀:其中:虛線表示快進(jìn)�,實(shí)線表示切削進(jìn)給。
從原點(diǎn)開始���。
00001:
G90G54G00X60.Y20.M03;G01Y70.F100��;
X40.�����;Y80.����;
G02X60.Y100.R20.�;X70.���;
G03X110.Y100.R20.;G01X120.���;
G02X140.Y80.R20.����;Y70.�;
X120.;Y20.���;
X60.���;G00X0Y0M0�;
M30;
2�����、并計(jì)算各長(zhǎng)度的中值尺寸�����。
0-0.17
,減環(huán)A2
)-
A2
A2=40
EI2
-
?
EI2二
0
0.
ES2二
0
17
-ES2
/.“
19
=40Q°
19
mm
Ti+T2=0.17+0.19=0.36
圖2-6例2尺寸鏈計(jì)算正確
中計(jì)算各長(zhǎng)度的中值尺寸。
2535455565753595
GOOZ1O
X1OOY35
G01Z-0.4
X75Y15
GOOZ1O
X85Y20
GO1Z-O.
3�、4
X1OOY5
GOOZ1OO
M05
M30
I加工原則,確定工藝路線�。
N120Z-52.;N130G02X36.Z-55.R3.
N140G01X40.���;N150G03X50.Z-60.R5.
N160G01Z-65.
N170G70P70Q160����;N180GOOX100.Z100.�;
N190M05;N200M30;
15
5515
00001G90G54
M03S600GOOX5Y35Z50
Z10G01Z-0.4F100
X5Y5X25
GOOZ10X30Y35
G01Z-0.4Y15
G03X50Y15R10G01Y15
GOOZ10X7
4、5Y25
G01Z-0.4G03X55Y25R10
G01Y15G05X75Y15R10
GOOZ10X80Y35
G01Z-0.4X80Y5
:面劃線���,劃線深度0.4mmo
加工深度5mm便用刀具半徑補(bǔ)償編與零件程序�����。4��、工件圖樣(坯料直徑為56mm長(zhǎng)130mm材料為鋁棒����,不用割斷)(1)根據(jù)圖紙要求按先主后次的加工原則��,確定工藝路線。
(4)編寫上圖所示工件的加工程序����。
00507;
N10G97G99S800M03
主軸正轉(zhuǎn)���,轉(zhuǎn)速為800r/min
N20T0404;
5��、
調(diào)用4號(hào)端面刀��,建立工件坐標(biāo)系
N30G00X580Z0
移動(dòng)至車端面起點(diǎn)
N40G01X-1F0.25���;
車端面
N50G00X150Z100
退至換刀點(diǎn)
N60T0400;
取消4號(hào)刀補(bǔ)
N70G96S100
選擇恒線速度為100m/min
N80T0101;
調(diào)用1號(hào)90°外圓粗車刀
N90G00X55Z5
快速移動(dòng)至粗車循環(huán)起點(diǎn)
N100G71U2R1
設(shè)置粗車循環(huán)��,進(jìn)2mm退1mm
N110G71P120Q280U0.5W0.1F0.3;粗車循環(huán)開始從N120?N280,粗車進(jìn)給為0.3mm/r
N120G00X7
移動(dòng)切削起點(diǎn)
N130G
6�、01Z0S150F0.15�����;
開始切削
N450T0303;
調(diào)用3號(hào)刀車螺紋
N460G00X18Z-5
快速移動(dòng)至螺紋循環(huán)起點(diǎn)
N470G76P011060Q100R100
螺紋循環(huán)加工參數(shù)設(shè)置�����,精加工1次
N480G76X13.4Z-32R0P1300Q400F3
牙高1.3mm,第一次切深0.4mm
N490G00X150
徑向退刀
N500Z100;
軸向退刀
N510T0300
取消3號(hào)刀補(bǔ)
N520M05
主軸停
N53OM30程序結(jié)束題目編寫如下圖所示零件的凸臺(tái)加工程序。
車010外圓車螺紋右端面?倒角���,精加工恒線速度100m/min,進(jìn)給
7�����、量0.15mm/r車螺紋外徑
車024mn^卜圓右端面
車第三個(gè)倒角
車24mnt勺外圓
車過度R6mm勺圓弧
車036mm勺外圓
車錐面
5����、
車054mm外卜圓右端面
車第四個(gè)倒角
車054mm勺外圓
徑向退刀
返回?fù)Q刀點(diǎn)
取消1號(hào)刀補(bǔ)
調(diào)用2號(hào)精車刀快速移動(dòng)至精車起點(diǎn)開始精車��,執(zhí)行N120F280返回?fù)Q刀點(diǎn)
取消2號(hào)刀補(bǔ)
主軸正轉(zhuǎn)���,轉(zhuǎn)速為500r/min
調(diào)用5號(hào)車槽刀
切槽Z向定位
切槽X向定位
切槽
暫停2000ms
G91G01Z-5G90G41GO1X-30DOI
Y20G02X-20Y30RIO
GO1X20G02X30Y20RI
8���、O
GO1Y-20G02X20Y-30RIO
GO1X-20G02X-30Y-20RIO
G40GO1X-50Y-50M99
00102G91G01Z-5
G90G41G01X-5Y43.3DOIX-30YO
1
15
rg
1,!
X-15Y25.98X15
X30YOX15Y-25.98
X-25G40G01X-50Y-50
M9900103
G91G01Z-5G90G41G01X15Y-25.98
XOG02XOY-25.9810J25.98
X-15G40G01X-50Y50
M9900104
G91G01Z-5G90
9����、G41G01X10Y-43.3DOI
X-22,5Y12.99
X22.5
M99
序。(坯料直徑為42mm長(zhǎng)65mnf口25mm材料為鋁棒)
!??作
03431(件2內(nèi)螺紋�,預(yù)鉆24孑L,深16)
T0303S400;內(nèi)螺紋刀
M3S600;
G0X20Z4;
T0404;篷孔刀
G92X30.8Z-12F1.5;
G0X20Z2;
X31.4;
G71U1R1;
X31.6;
G71P1Q2U-0.3W0F0.2;
X31.8;
N1G0X32;
X31.9;
G1Z0F0.08;
X32;
X30.2Z-1.5;
G0X100Z100;
10、Z-14;
M30;
N2X20;
G70P1Q2S1000;
G0X100Z100;
M03S600
M3S600;
TO1O1
T0404;篷孔刀
GOOX42Z2
G0X19Z2;
G90X40Z-62FO.2
G71U1R1;
X38.5
G71P1Q2U-0.3W0F0.2;
GOOX34
N1G0X24;
GO1ZO
G1Z-46F0.08;
S1OOO
G3X20Z-48R2;
G03X38Z-2R2FO.1
N2G1X19;
11、
GO1Z-62
G70P1Q2S1000;
GOOX42
G0X100Z100;
X1OOZ1OO
M30;
M05
M30
TO1O1
GOOX43Z20
G01X-lFO.2
GOOX43Z24
G90X40Z-12
X38.5
GOOX34Z21S1000
G01Z20
G03X38Z18R2FO.1
GO1Z-12
GOOX42
GOOX1OOZ1OO
M05
M30
T0202;
S400;G0X34Z-10;
G1X28F0.1;G0X40;
G0X100Z100;T0303;
G0X40Z4;G92X31.4Z-8F1.5;
X31;X30.8;
X30.6;X30.4;
X30.2;X30.1;
G00X100Z100;M30;
 《數(shù)控機(jī)床編程與操作》復(fù)習(xí)
《數(shù)控機(jī)床編程與操作》復(fù)習(xí)