《典型機(jī)械專(zhuān)用夾具設(shè)計(jì)實(shí)例》由會(huì)員分享����,可在線閱讀����,更多相關(guān)《典型機(jī)械專(zhuān)用夾具設(shè)計(jì)實(shí)例(40頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
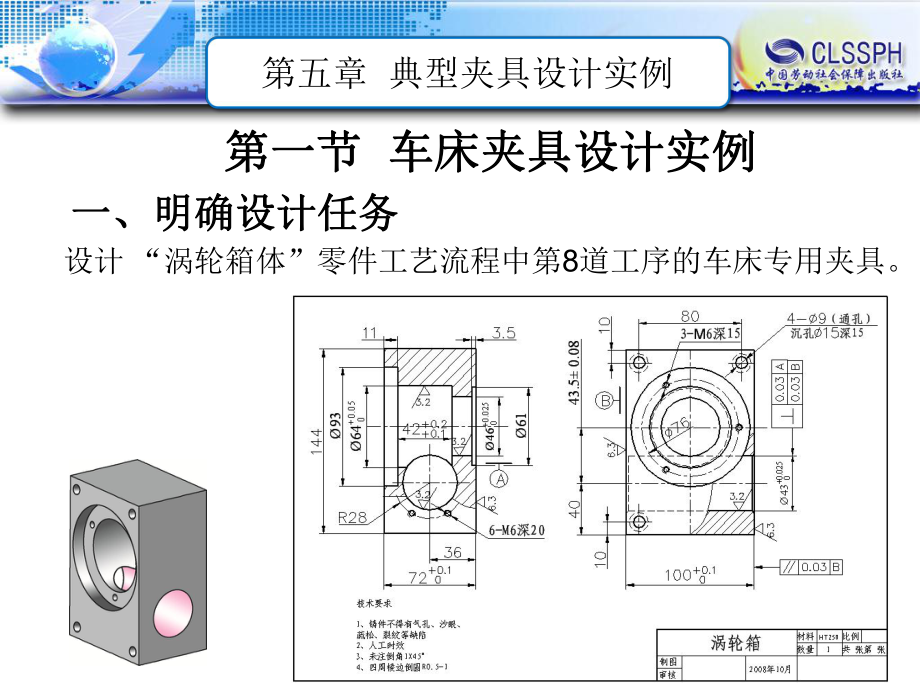
1�、第五章 典型夾具設(shè)計(jì)實(shí)例第一節(jié) 車(chē)床夾具設(shè)計(jì)實(shí)例一�、明確設(shè)計(jì)任務(wù)設(shè)計(jì) “渦輪箱體”零件工藝流程中第8道工序的車(chē)床專(zhuān)用夾具���。 第五章 典型夾具設(shè)計(jì)實(shí)例二、定位方案及定位元件1確定定位方案 第五章 典型夾具設(shè)計(jì)實(shí)例2選擇定位元件 選擇角鐵(角鐵支承面消除工件3個(gè)不定度)、兩個(gè)支承釘(消除工件2個(gè)不定度)和削邊心軸(消除工件1個(gè)不定度��。 第五章 典型夾具設(shè)計(jì)實(shí)例三、夾緊方案及夾緊裝置的設(shè)計(jì)1夾緊力方向的確定2夾緊力作用點(diǎn)確定3夾緊力大小 夾緊方案示意圖 第五章 典型夾具設(shè)計(jì)實(shí)例四����、夾具結(jié)構(gòu)的設(shè)計(jì)1定位裝置(1)角鐵 第五章 典型夾具設(shè)計(jì)實(shí)例 削邊定位心軸與蝸輪孔為間隙配合,為保證順利安裝��,同時(shí)為保證
2�、蝸桿孔中心軸線到蝸輪孔中心軸線的距離,減少定位誤差��,采用46H7/g6的配合����,即削邊心軸的尺寸為 mm。且安裝后其軸線對(duì)夾具體中心軸線的 垂直度公差不大于0.01mm��。009.0 025.046 (2)定位心軸 第五章 典型夾具設(shè)計(jì)實(shí)例 (3)支承釘 兩個(gè)支承釘在夾具體上等高布置且位置不低于回轉(zhuǎn)中心(相對(duì)角鐵支承板),兩個(gè)支承釘相隔距離應(yīng)盡量大(分別靠近工件的兩端)���。 為保證蝸桿孔中心軸線對(duì)端面N(144mm72mm)的垂直度要求���,兩個(gè)支承釘在夾具體上安裝到位后(見(jiàn)裝配圖),隨夾具體在車(chē)床上加工(車(chē)支承釘端面)��,以保證它們伸出的長(zhǎng)度等高允差不大于0.01mm�����。 第五章 典型夾具設(shè)計(jì)實(shí)例2夾緊裝
3�����、置 (1)夾緊機(jī)構(gòu) 夾緊機(jī)構(gòu)采用螺旋夾緊機(jī)構(gòu)�����,為使機(jī)構(gòu)簡(jiǎn)單�����,直接在定位心軸上加工螺紋�。并根據(jù)類(lèi)比法,選用M20螺紋以滿(mǎn)足強(qiáng)度要求��。 (2)壓板 壓板結(jié)構(gòu)如圖所示���,本夾具采用削邊圓形壓板�����,是為了保證壓板輪廓不超出工件寬度�����,壓板削邊一側(cè)開(kāi)口����,則可實(shí)現(xiàn)工件在夾具上方便����、快速地拆裝。 第五章 典型夾具設(shè)計(jì)實(shí)例3夾具體 夾具體應(yīng)根據(jù)被加工零件的尺寸�����、角鐵的大小�����、配重塊的安裝以及車(chē)床的最大回轉(zhuǎn)直徑要求等因素來(lái)確定其徑向尺寸。 第五章 典型夾具設(shè)計(jì)實(shí)例4輔助裝置(1)平衡塊 由于工件和夾具上各元件相對(duì)機(jī)床主軸的旋轉(zhuǎn)軸線不對(duì)稱(chēng)�,即離心慣性力的合力不為零(F=mr2 0),因此欲使其平衡��,則需要在該回轉(zhuǎn)體上加一
4��、平衡質(zhì)量(即配重塊)����,使它產(chǎn)生的離心慣性力與原有各質(zhì)量所產(chǎn)生的各離心慣性力的合力等于零。(2)防護(hù)罩為保證加工工件時(shí)的操作安全��,應(yīng)設(shè)計(jì)防護(hù)罩�。5定位誤差分析 第五章 典型夾具設(shè)計(jì)實(shí)例五、繪制夾具總圖 第五章 典型夾具設(shè)計(jì)實(shí)例 設(shè)計(jì)在搖臂鉆床上加工杠桿臂零件上孔10 mm和13mm的鉆夾具�����。第二節(jié) 鉆床夾具設(shè)計(jì)實(shí)例一���、明確設(shè)計(jì)任務(wù) 1.00 第五章 典型夾具設(shè)計(jì)實(shí)例1杠桿臂零件圖 第五章 典型夾具設(shè)計(jì)實(shí)例2杠桿臂加工工藝分析(1)加工要求(2) 加工工藝該工件的結(jié)構(gòu)形狀比較不規(guī)則,臂部剛性不足�,加工孔10 mm位于懸臂結(jié)構(gòu)處�,且該孔精度和表面粗糙度要求高�����,故工藝規(guī)程中分鉆���、擴(kuò)�����、鉸多個(gè)工序�。由于該
5��、工序中兩個(gè)孔的位置關(guān)系為相互垂直�,且不在同一個(gè)平面里,要鉆完一個(gè)孔后翻轉(zhuǎn)90再鉆削另一個(gè)孔��,因此要設(shè)計(jì)成翻轉(zhuǎn)式鉆夾具�����。 第五章 典型夾具設(shè)計(jì)實(shí)例二�����、定位方案與定位元件1確定定位方案 第五章 典型夾具設(shè)計(jì)實(shí)例2選用定位元件 第五章 典型夾具設(shè)計(jì)實(shí)例三、夾緊方案及夾緊裝置的設(shè)計(jì) 夾緊機(jī)構(gòu) 第五章 典型夾具設(shè)計(jì)實(shí)例四�����、夾具結(jié)構(gòu)設(shè)計(jì)1定位裝置(1)銷(xiāo)軸 第五章 典型夾具設(shè)計(jì)實(shí)例(2)可調(diào)支承釘 可調(diào)支承釘在GB JB/T 8026.1-1999(六角頭支承)中選取M840-S����。(3)輔助螺旋支承 第五章 典型夾具設(shè)計(jì)實(shí)例2夾緊裝置(1)夾緊選用M10螺紋以滿(mǎn)足強(qiáng)度要求。(2)開(kāi)口墊圈 第五章 典型夾具
6��、設(shè)計(jì)實(shí)例3輔助裝置(1)鉆套從國(guó)家標(biāo)準(zhǔn)中選用����。(2)鉆模板 第五章 典型夾具設(shè)計(jì)實(shí)例4夾具體 第五章 典型夾具設(shè)計(jì)實(shí)例五、繪制夾具總圖 第五章 典型夾具設(shè)計(jì)實(shí)例 第五章 典型夾具設(shè)計(jì)實(shí)例設(shè)計(jì)在銑床上加工“套筒”零件上鍵槽的專(zhuān)用夾具�����。第三節(jié) 銑床夾具設(shè)計(jì)實(shí)例一��、明確設(shè)計(jì)任務(wù)1套筒零件圖 第五章 典型夾具設(shè)計(jì)實(shí)例2工件的加工工藝分析(1)鍵槽寬6 mm由鍵槽銑刀保證����。03.00(2)槽兩側(cè)對(duì)稱(chēng)平面對(duì)45h6軸線的對(duì)稱(chēng)度0.05mm��,平行度0.10mm。 (3)槽深尺寸8mm�����。 第五章 典型夾具設(shè)計(jì)實(shí)例二���、定位方案與定位元件 1確定定位方案 第五章 典型夾具設(shè)計(jì)實(shí)例2選用定位元件 第五章 典型夾具設(shè)
7��、計(jì)實(shí)例三��、夾緊方案及夾緊裝置的設(shè)計(jì) 夾緊機(jī)構(gòu) 第五章 典型夾具設(shè)計(jì)實(shí)例 夾緊機(jī)構(gòu)中的導(dǎo)向和自動(dòng)松開(kāi)裝置 第五章 典型夾具設(shè)計(jì)實(shí)例四����、夾具結(jié)構(gòu)的設(shè)計(jì)(1)長(zhǎng)V形塊 1定位裝置 長(zhǎng)V形塊在該夾具中是主要定位元件����,消除工件的4個(gè)不定度。因其是標(biāo)準(zhǔn)件��,故可在相關(guān)國(guó)家標(biāo)準(zhǔn)或行業(yè)標(biāo)準(zhǔn)中查取�����。該夾具中的V形塊從JB/T 8018.1-1999選取“V形塊 24 JB/T 8018.1-1999”。 第五章 典型夾具設(shè)計(jì)實(shí)例(2)支承套 第五章 典型夾具設(shè)計(jì)實(shí)例2夾緊裝置(1)偏心輪 第五章 典型夾具設(shè)計(jì)實(shí)例(2)偏心輪支架 第五章 典型夾具設(shè)計(jì)實(shí)例3輔助裝置(1)對(duì)刀塊 第五章 典型夾具設(shè)計(jì)實(shí)例(2)定向鍵 為了保證夾具體在機(jī)床上的位置正確�����,應(yīng)在夾具體底部設(shè)置定向鍵�����。定向鍵已經(jīng)標(biāo)準(zhǔn)化���,可從JB/T80171999直接選取�。 第五章 典型夾具設(shè)計(jì)實(shí)例4夾具體 第五章 典型夾具設(shè)計(jì)實(shí)例 第五章 典型夾具設(shè)計(jì)實(shí)例五��、繪制夾具總圖 1夾具體 2圓柱銷(xiāo)軸 3偏心輪支架 4偏心輪5活動(dòng)V形塊 6對(duì)刀塊 7固定V形塊 第五章 典型夾具設(shè)計(jì)實(shí)例
 典型機(jī)械專(zhuān)用夾具設(shè)計(jì)實(shí)例
典型機(jī)械專(zhuān)用夾具設(shè)計(jì)實(shí)例