《《數(shù)控機(jī)床與編程》復(fù)習(xí)試卷(共7頁)》由會(huì)員分享�,可在線閱讀����,更多相關(guān)《《數(shù)控機(jī)床與編程》復(fù)習(xí)試卷(共7頁)(7頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1��、精選優(yōu)質(zhì)文檔-----傾情為你奉上
裝 訂 線
《數(shù)控機(jī)床與編程》復(fù)習(xí)試卷1
一.填空題
1.英文Numerical Control的中文含義是 數(shù)字化控制 ���,其英文縮寫為 NC ����。
2.加工中心與普通數(shù)控銑床�����、鏜床的顯著區(qū)別是���,前者配有 打庫 和 自動(dòng)換刀裝置 �����。
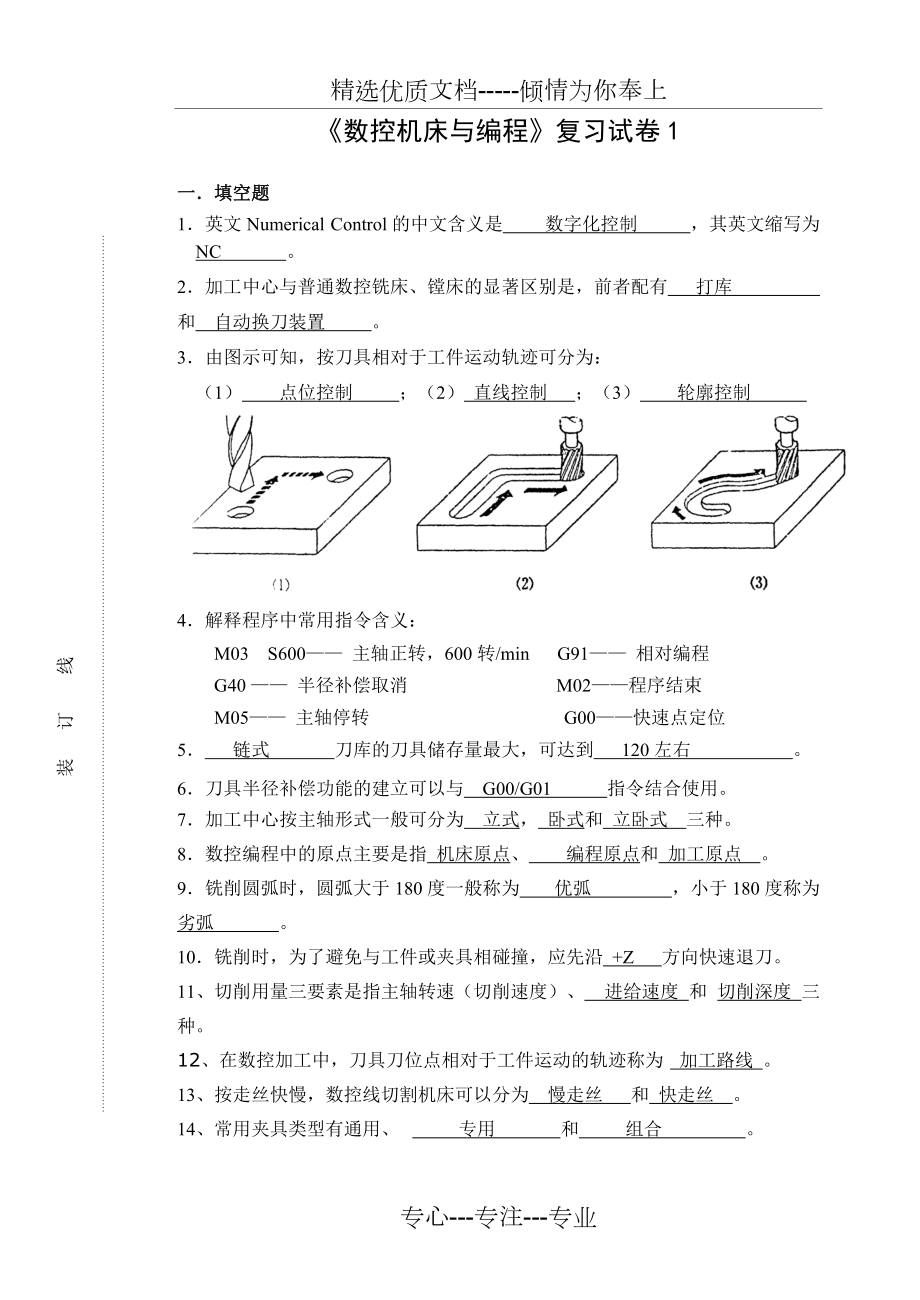
3.由圖示可知�����,按刀具相對(duì)于工件運(yùn)動(dòng)軌跡可分為:
(1) 點(diǎn)位控制 ;(2) 直線控制 �;(3) 輪廓控制
4.解釋程序中常用指令含義:
M03 S600—— 主軸正轉(zhuǎn)�,600轉(zhuǎn)/min G9
2、1—— 相對(duì)編程
G40 —— 半徑補(bǔ)償取消 M02——程序結(jié)束
M05—— 主軸停轉(zhuǎn) G00——快速點(diǎn)定位
5. 鏈?zhǔn)? 刀庫的刀具儲(chǔ)存量最大��,可達(dá)到 120左右 �����。
6.刀具半徑補(bǔ)償功能的建立可以與 G00/G01 指令結(jié)合使用。
7.加工中心按主軸形式一般可分為 立式��, 臥式和 立臥式 三種。
8.?dāng)?shù)控編程中的原點(diǎn)主要是指 機(jī)床原點(diǎn)�����、 編程原點(diǎn)和 加工原點(diǎn) ��。
9.銑削圓弧時(shí)����,圓弧大于180度一般稱為 優(yōu)弧 ,小
3��、于180度稱為 劣弧 。
10.銑削時(shí)����,為了避免與工件或夾具相碰撞�����,應(yīng)先沿 +Z 方向快速退刀��。
11�����、切削用量三要素是指主軸轉(zhuǎn)速(切削速度)�����、 進(jìn)給速度 和 切削深度 三種。
12���、在數(shù)控加工中����,刀具刀位點(diǎn)相對(duì)于工件運(yùn)動(dòng)的軌跡稱為 加工路線 �����。
13、按走絲快慢,數(shù)控線切割機(jī)床可以分為 慢走絲 和 快走絲 ��。
14、常用夾具類型有通用����、 專用 和 組合 ����。
15、切削液的作用包括冷卻����、 潤滑��、 清洗 和 防腐 ��。
二. 判斷題
1.自動(dòng)換刀前不必
4、指令刀具回?fù)Q刀點(diǎn)或“回零”��。 ( 錯(cuò) )
2.銑削順圓采用G02指令���。 ( 對(duì) )
3.?dāng)?shù)控編程采用固定循環(huán)功能�����,目的是為了提高加工表面質(zhì)量。 ( 錯(cuò) )
4.?dāng)?shù)控機(jī)床是按照預(yù)先編制好的零件加工程序自動(dòng)實(shí)現(xiàn)加工的機(jī)床。( 對(duì) )
5.加工對(duì)稱圖形時(shí)可選用鏡像加工功能�。 ( 對(duì) )
6.穿孔帶具有受電磁干擾,能長期保存的優(yōu)點(diǎn)�����。 ( 錯(cuò) )
7.加工程序中的一個(gè)“字”由一個(gè)英文
5�、字母和若干數(shù)字組成。 ( 對(duì) )
8.FMS是柔性制造單元的簡稱�。 ( 錯(cuò) )
9、直線控制的特點(diǎn)是,可以以任意途徑達(dá)到要計(jì)算的點(diǎn)���,因?yàn)樵诙ㄎ贿^程中不進(jìn)行加工�����。 ( 錯(cuò) )
10����、不同結(jié)構(gòu)布局的數(shù)控機(jī)床有不同的運(yùn)動(dòng)方式����,但無論何種形式�,編程時(shí)都認(rèn)為工件相對(duì)于刀具運(yùn)動(dòng)�����。 ( 錯(cuò) )
三.問答題
1. 什么是絕對(duì)、相
6、對(duì)坐標(biāo)��?
答:相對(duì)于固定原點(diǎn)給出的坐標(biāo),稱為絕對(duì)坐標(biāo)�����。
相對(duì)于前一個(gè)點(diǎn)給出的坐標(biāo)�����,稱為相對(duì)坐標(biāo)。
2. 什么叫機(jī)床坐標(biāo)系��?
答:以機(jī)床原點(diǎn)為原點(diǎn)建立的坐標(biāo)系����,在出廠的時(shí)候已經(jīng)設(shè)置好了��。
3. 刀具半徑補(bǔ)償?shù)囊饬x?
答:使用刀具半徑補(bǔ)償之后����,可以將刀具看作是一個(gè)點(diǎn)��,編寫程序的時(shí)候可以按照零件的輪廓進(jìn)行,避免了復(fù)雜的刀具中心軌跡的計(jì)算�����。
4.?dāng)?shù)控銑床適合加工什么類型的工件�����?
答:適合加工平板類零件��、曲面��、槽等。
四. 聯(lián)線題
裝 訂 線
1. CIMS
7����、 計(jì)算機(jī)集成制造系統(tǒng)
ATC 主軸
Tool 刀具
Spindle 手工數(shù)據(jù)輸入
Program 編程
MDI 自動(dòng)交換工件裝置
MC 加工中心
五.編程題
1.毛坯的長度230��,直徑為112����。(要求用一次切削就加工結(jié)束)
8、
O0001
M03 S1000
M06 T0101
G00 X30 Z5
G01 Z0 F0.1
X50 Z-25
Z-55
X58
G03 X80 Z-66 R11
Z-115
X110
Z-145
X120
G28 U0 W0
M05
M02
2.毛坯的長度200���,直徑為65。 (用粗加工循環(huán)完成)
O0001
M03 S1000 M06 T0202
M06 T0101 G00 X52 Z-80
G00 X
9、65 Z5 G01 X42 Z-80 F0.03
G71 U2 R1 G04 P2000
G71 P10 Q20 U0.5 F0.12 G01 X52 F0.1
N0010 G00 X0 Z5 G28 U0 W0
G01 Z0 F 0.1 M06 T0303
G03 X20 Z-10 R10
10����、 G00 X52 Z-15
G01 X30 G92 X49.3 Z-77 F2
Z-30 X48.8
X49.8 X48.3
Z-80 X47.8
X50 X47.6
Z-100
11�����、 G28 U0 W0
X62 M05
Z-120 M02
N0020 X65
G70 P10 Q20
G28 U0 W0
3.銑削加工圖示零件輪廓�����,選用銑刀直徑為Ф12mm����,試完成程序編制
O0002
M03 S1200
M06 T01
G54 G00 X0 Y0
G43 G00 Z50 H01
G00 X-20 Y-20
G00 Z5
G01 Z-5 F100
G41 G01 X0 Y0 D01
G01 X40 Y40
G03 X60 Y40 I10 K0
G01 X70
G02 X80 Y30 R10
G01 Y0
G01 X0 Y0
G40 G01 X-20 Y-20
G00 Z50
M05
M02
專心---專注---專業(yè)
 《數(shù)控機(jī)床與編程》復(fù)習(xí)試卷(共7頁)
《數(shù)控機(jī)床與編程》復(fù)習(xí)試卷(共7頁)