《《金工實(shí)習(xí)》第6章切削加工的基本知識(shí)》由會(huì)員分享��,可在線閱讀�����,更多相關(guān)《《金工實(shí)習(xí)》第6章切削加工的基本知識(shí)(9頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索����。
1����、第6章切削加工的基本知識(shí)
6.1概述
在現(xiàn)代機(jī)器制造中,切削加工占全部機(jī)器制造工作量的三分之一���。為了生產(chǎn) 出合格的機(jī)器和裝置���,利用切削工具從工件或毛坯上切除多余的材料�, 以獲得尺 寸�����、形狀��、位置和粗糙度完全符合圖樣要求的零件的加工方法稱為切削加工�����。
一�、切削加工的分類
切削加工方法分為機(jī)械加工和人工加工兩大類����。
1、機(jī)械加工(機(jī)工)
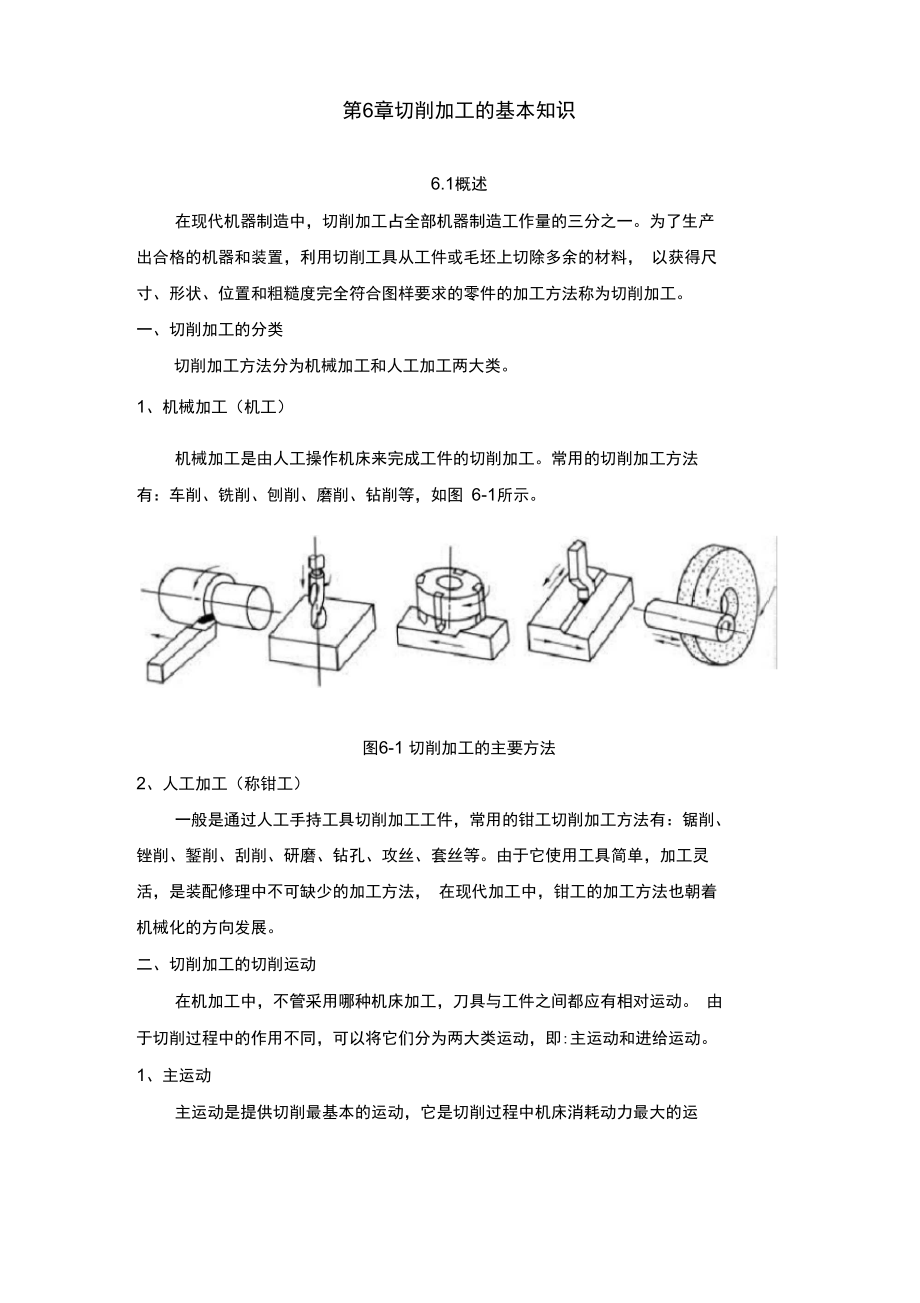
機(jī)械加工是由人工操作機(jī)床來(lái)完成工件的切削加工���。常用的切削加工方法 有:車削���、銑削、刨削��、磨削��、鉆削等,如圖 6-1所示�����。
圖6-1 切削加工的主要方法
2����、人工加工(稱鉗工)
一般是通過(guò)人工手持工具切削加工工件,常用的鉗工切削加工方法有:
2���、鋸削�����、 銼削����、鏨削�、刮削、研磨�����、鉆孔、攻絲�、套絲等。由于它使用工具簡(jiǎn)單��,加工靈 活��,是裝配修理中不可缺少的加工方法����, 在現(xiàn)代加工中,鉗工的加工方法也朝著 機(jī)械化的方向發(fā)展���。
二、切削加工的切削運(yùn)動(dòng)
在機(jī)加工中��,不管采用哪種機(jī)床加工�,刀具與工件之間都應(yīng)有相對(duì)運(yùn)動(dòng)。 由 于切削過(guò)程中的作用不同����,可以將它們分為兩大類運(yùn)動(dòng),即:主運(yùn)動(dòng)和進(jìn)給運(yùn)動(dòng)���。
1����、主運(yùn)動(dòng)
主運(yùn)動(dòng)是提供切削最基本的運(yùn)動(dòng),它是切削過(guò)程中機(jī)床消耗動(dòng)力最大的運(yùn) 動(dòng)����,速度最高的運(yùn)動(dòng),而且在切削加工中��,主運(yùn)動(dòng)只有一個(gè)���。例如:車削中的工�件的旋轉(zhuǎn)運(yùn)動(dòng)���;銑加工中的刀具旋轉(zhuǎn)運(yùn)動(dòng);牛頭刨加工中刀具往復(fù)直線運(yùn)動(dòng)�����; 磨 削加工中砂輪的旋轉(zhuǎn)運(yùn)動(dòng)��。
3����、
2、進(jìn)給運(yùn)動(dòng)
進(jìn)給運(yùn)動(dòng)是指提供連續(xù)切削的運(yùn)動(dòng)����, 也就是當(dāng)主運(yùn)動(dòng)完成一個(gè)切削周期以后�, 使 工件多余材料不斷被切除的工作運(yùn)動(dòng)�。在切削加工中,進(jìn)給運(yùn)動(dòng)有一個(gè)或幾個(gè)����。
例如:車床車削中車刀的移動(dòng);銑床銑削中工件的水平移動(dòng)�;牛頭刨床刨平面時(shí) 工件的間歇移動(dòng);平面磨床磨削中工件的往復(fù)移動(dòng)�;鉆床鉆削中鉆頭的移動(dòng)。
三���、切削加工的切削三要素
切削過(guò)程中的三要素是指:切削速度 V�、進(jìn)給量f�、切削深度(吃刀量)ap0
根據(jù)不同的加工�,選擇不同的切削要素
例如:車削、銑削����、刨削的切削三要素,如圖 6-2所示
已帥工左帀過(guò)渡喪?
待加工著曲
ITI6 -2切制用冊(cè)三矍幫
單
4����、位時(shí)間內(nèi)工件和刀具在主運(yùn)動(dòng)方向相對(duì)移動(dòng)的距離�, 即刀具在工件表面切
削的線速度(m/min或m/s)
車削����、鉆削和銑削的切削速度為:
vc^nDL
(m/mi n)
1000
磨削的切削速度為:
Vc= n Dn (m/s)
1000X 60
刨削的切削速度為: 式中D――為工件待加工表面或刀具砂輪切削處的最大直徑( mm ;
2Ln「
(m/mi n)
n――為工件、刀具��、砂輪的轉(zhuǎn)速(r/min )����;
nr 牛頭刨床刨刀每分鐘往復(fù)次數(shù)(str/min );
L ――牛頭刨刀的往復(fù)行程長(zhǎng)度(mm o
2���、 進(jìn)給量(f)
切削加工過(guò)程中�����,主運(yùn)動(dòng)的一
5����、個(gè)循環(huán)或單位時(shí)間內(nèi)刀具與工件沿進(jìn)給方向相 對(duì)移動(dòng)的距離��。例如:車削中工件旋轉(zhuǎn)一圈���,車刀沿工件進(jìn)給方向移動(dòng)的距離
(mm/r)�����;銑削中進(jìn)給量為工件每分鐘沿工件進(jìn)給方向移動(dòng)的距離( mm/mir)�;
刨削中進(jìn)給量由往復(fù)一次沿工件進(jìn)給方向移動(dòng)的距離( mm/str )。
3�����、 切削深度ap
為工件待加工表面與工件已加工表面之間的垂直距離�����。
D — d
ap= _
2
6.2零件加工的技術(shù)要求
按照設(shè)計(jì)要求加工出來(lái)的零部件�����,才能生產(chǎn)出合格的機(jī)器�。為了達(dá)到機(jī)器設(shè) 備的性能和使用壽命,對(duì)各種零部件提出不同的技術(shù)要求��, 零部件的技術(shù)要求有 以下幾個(gè)方面:
一�、表面粗糙度
切削的過(guò)程��,就
6、是擠壓變形的過(guò)程��。由于擠壓�、摩擦等原因,使已加工的表 面質(zhì)量受到不同的影響��??此品浅9饣谋砻妫ㄟ^(guò)放大���,會(huì)發(fā)現(xiàn)它們高低不平�����, 有微小的峰谷��,微小峰谷的高低程度和間距為表面粗糙度���。 表面粗糙度評(píng)定參數(shù), 常用輪廓算術(shù)平均值Ra,其單位為E
國(guó)家標(biāo)準(zhǔn)GB350— 83, GB103—83, GB13—83中詳細(xì)規(guī)定了表面粗糙度的 各種參數(shù)及其數(shù)值����。所采用的加工方法能達(dá)到的表面粗糙度 R值如表6-1所示
表6-1常用切削方法與加工表面粗糙值 Ra值的對(duì)應(yīng)表
Ra/ m
舊國(guó)標(biāo)的光潔度
表面特征
加工方法
50 ( 7
V1
可見(jiàn)明顯刀痕
粗加工:車、銑��、刨、鏜�、 鉆孔。
25
7���、 ("
V2
可見(jiàn)刀痕
12.5 (
V3
微見(jiàn)刀痕
6.3 (
V4
可見(jiàn)加工痕跡
半精加工:車�、銑����、刨、 鏜
3.2 (
V5
微見(jiàn)加工痕跡
1.6 (
V6
不見(jiàn)加工痕跡
精加工:車��、銑���、刨���、鏜
0.8 (
V7
可辨加工方向
粗加工磨
0.4 (
V8
微辨加工痕跡方向
精加工磨
0.2 (
V9
不辨加工痕跡方向
0.1 ?0.008
(VW
V10 ?▽ 14
按表面光澤判斷
(鏡面)
精密加工
�
、精度
是指零件在切削加工后�����,其尺寸��、形狀等參數(shù)的實(shí)
8、際數(shù)值同它們的絕對(duì)準(zhǔn)確的理 論數(shù)值相符合的程度�����。相符合的程度愈高����,加工精度就愈高�����。精度包括:
1��、 尺寸精度
尺寸精度是指加工零件實(shí)際尺寸與理想公稱尺寸的精確程度��, 尺寸精度是由 尺寸公差來(lái)決定的����。尺寸公差是加工中尺寸的變動(dòng)范圍, 同一尺寸的零件�����,公差 變動(dòng)愈小��,尺寸的精度愈高,公差變動(dòng)大����,尺寸精度愈底。
國(guó)家標(biāo)準(zhǔn)GB180— 79至GB180— 79將尺寸精度的標(biāo)準(zhǔn)公差等級(jí)分為 20級(jí) 分別用IT01����,IT0,IT2…IT18表示�����,IT01公差值最小��,尺寸精度最高��。
尺寸精度愈高��,其表面粗糙度Ra值越小�����。但是表面粗糙度值小����,尺寸精度 卻不一定高�。我們常見(jiàn)的外科手術(shù)刀�、剪刀其表面很光潔
9、,粗糙度很小,但外形 尺寸卻不精確��。
2����、 形狀精度
僅僅只有精確尺寸和較低粗糙度,還不能滿足機(jī)械設(shè)備的裝配要求����,對(duì)零件 的形狀和相互的位置也要提出相應(yīng)要求,也稱形狀精度����,以圖 6-3為例。
以上零件的尺寸都在尺寸公差范圍以內(nèi)�,但這八種形狀組成了八種形狀精
度。在機(jī)械的裝配中�����,它們對(duì)機(jī)械的使用效果會(huì)產(chǎn)生不同的影響��。 所以對(duì)零件的
形狀精度要用六種參數(shù)加以控制。
圖6-3 軸的形狀示例
�
零件的形狀精度是指零件上的線��、面要素相對(duì)理想形狀的準(zhǔn)確程度����,它可以 用形狀公差來(lái)控制。國(guó)標(biāo)中GB118—80至GB118— 80規(guī)定了六項(xiàng)形狀公差�����。其 符號(hào)見(jiàn)表6-2
表6-2形狀公差的名稱
10��、及符號(hào)
(平面罐
■度
我耗JK廈
一
h
O
r\
,
a
3�����、位置精度
零件點(diǎn)�、線、面的準(zhǔn)確位置與實(shí)際位置的誤差稱為位置精度�。 加工中由于各
種因素造成誤差是不可避免的。
按照國(guó)家標(biāo)準(zhǔn)GB118—80和GB118— 80規(guī)定�,相互位置精度用位置公差來(lái) 控制,位置公差共有8項(xiàng)�����,位置公差的名稱及符號(hào)見(jiàn)表 6-3。
表6-3位置公差的名稱及符號(hào)
瞬冃
MW盧
as*
上前
符號(hào)
〃
丄
厶
◎
三
/
零部件技術(shù)要求的部分標(biāo)注示例��,如圖 6-4所示
暉件技術(shù)舉隸的聖訐転
11�����、理示洌
6.3 切削刀具及材料
金屬切削過(guò)程中�, 刀具是完成切削加工余量的工作, 刀具切削部分的材料和 刀具的幾何形狀�����、角度直接影響零件的質(zhì)量�。
一��、刀具材料的性能要求:
在刀具切削過(guò)程中���, 刀具承受很大的劑壓�、 摩擦及高溫的切削熱��, 由于加工 工件的不同�����,同時(shí)會(huì)產(chǎn)生沖擊、振動(dòng)�,因此對(duì)切削刀具的材料,提出了以下的性 能要求���。
1���、硬度:刀具材料的硬度要高于工件材料硬度,常溫下一般要大于 62HRC
以上��。
2��、耐磨度:抵抗切削加工中的磨損�����。
3�、強(qiáng)度和韌性:能承受切削中的切削力、沖擊和振動(dòng)�����,防止刀具產(chǎn)生斷裂 及崩刃��。
4�、熱硬性:是指在高溫下仍然保持刀具切削硬度���。
5、工藝
12��、性:便于制造�。包括鍛造、軋制�����、焊接�、切削加工和熱處理的工藝 性要求。
6��、化學(xué)穩(wěn)定性:切削中不易與被加工的材料產(chǎn)生化學(xué)�、氧化反應(yīng)����,不粘結(jié)。 二��、刀具材料的種類:
刀具材料種類很多�,主要有工具鋼、高速鋼��、硬質(zhì)合金、陶瓷����、金鋼石、立 方氮化硼等����。
常見(jiàn)刀具材料主要性能牌號(hào)用途見(jiàn)表 6-4�
表6-4舉用刀具材料主要性能牌號(hào)及用途
種
類
硬度(淬火)
熱硬度/ C
抗彎強(qiáng)度/
103MPa
常用牌號(hào)
用途
碳素工具鋼
60 ?64HRC
81-83HRA
200 °C
2.5?
2.8
T8A
T10A
T12A
切削速度不高 的刀具(手動(dòng) 的銼刀鋸條)
13、
合金工具鋼
60 ?65HRC
(81?
83.5HRA)
250?
300 C
2.5?
2.8
9CrSi
CrWM n
CrW5
切削速度不高 (手動(dòng)復(fù)雜刀 具絲錐����、板牙、 鉸刀)
高速鋼
62 ?70HRC
(82 ?87HRA)
540?
600 C
2.5?
4.5
W18Gr4V
W6Mo5Cr4V2
用于復(fù)雜的機(jī) 動(dòng)刀具�����,如鉆 頭��、鉸刀����、銑 刀、齒輪刀具 等
硬
質(zhì) 合 金
89 ?94HRC
(74 ?82HRA)
800?
1000C
0.9?
2.5
鎢
鉆
類
YG3
YG6
YG8
(鑄鐵加工)
做成刀片焊���、 鑲嵌在刀體 上��,如車刀刀 頭�、銑刀刀頭、 刨刀刀頭等
鎢 鈦 鉆 類
YT5
YT15
YT30
(鋼的精加工)
 《金工實(shí)習(xí)》第6章切削加工的基本知識(shí)
《金工實(shí)習(xí)》第6章切削加工的基本知識(shí)